For spørgsmål og feedback fra kunder, vil vi svare tålmodigt og omhyggeligt.
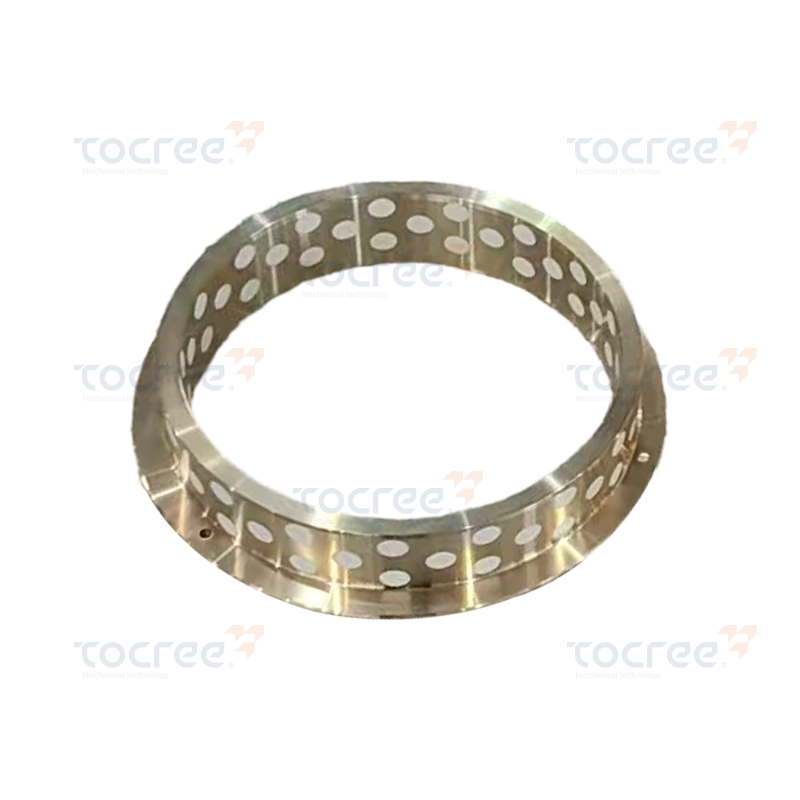
Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...
En oliefri akselbøsning - også kaldet et selvsmørende bøsningsleje, oliefri bøsning eller tør akselbøsning - er en cylindrisk lejekomponent designet til at understøtte en roterende eller oscillerende aksel uden at kræve nogen ekstern smøring såsom fedt, olie eller periodisk eftersmøring. Muffen vikler sig rundt om akseltappen og giver en glidende grænseflade med lav friktion mellem akslen og dens hus, der udelukkende er afhængig af faste smøremidler indlejret i eller påført selve lejematerialet for at styre friktion og slid i komponentens levetid.
Problemet, som oliefri akselbøsninger løser, er grundlæggende et af vedligeholdelsesadgang, miljøforurening og driftssikkerhed. I et konventionelt oliesmurt bøsningsleje styres friktion og slid af en kontinuerlig eller periodisk tilførsel af olie eller fedt til lejegrænsefladen. Dette fungerer godt, når lejet er tilgængeligt til rutinemæssig smøring, når driftsmiljøet er rent og tempereret, og når olieforurening af det omgivende udstyr eller produkt ikke er et problem. Men mange applikationer i den virkelige verden fejler en eller flere af disse betingelser: lejer i fødevareforarbejdningsudstyr kan ikke smøres med petroleumssmøremidler; lejer dybt inde i store maskinkonstruktioner er utilgængelige for regelmæssig smøring; lejer i støvede minemiljøer har deres oliefilm forurenet inden for få dage efter påføring; lejer i højtemperatur ovntransportører fungerer over nedbrydningstemperaturen for enhver praktisk smøreolie.
En korrekt specificeret oliefri akselbøsning eliminerer alle disse begrænsninger. Det giver den lastbærende og akselplacerende funktion af et konventionelt glideleje med nul ekstern smøreindgang i hele komponentens levetid - typisk 5.000 til 50.000 driftstimer afhængigt af materiale, belastning, hastighed og miljø. For udstyrsdesignere betyder dette enklere smøresystemer, lavere vedligeholdelsesomkostninger og muligheden for at installere lejer på steder, der ville være upraktiske at smøre. For slutbrugere betyder det reduceret nedetid, elimineret smøremiddelanskaffelse og omkostninger til bortskaffelse af affald og forbedret produktrenhed i følsomme applikationer.
Evnen af en oliefri akselbøsning til at fungere uden ekstern smøring er ikke blot et spørgsmål om at bruge et lavfriktionsmateriale - det afhænger af en specifik tribologisk mekanisme, hvormed lejefladen aktivt genererer og genopbygger en smørende film under drift.
Den vigtigste mekanisme i selvsmørende bøsningslejer er dannelsen af en overføringsfilm på den tilhørende akseloverflade. Når akslen roterer mod lejeboringen, frigives mikroskopiske mængder af fast smøremiddel - typisk PTFE (polytetrafluorethylen), grafit, molybdændisulfid (MoS₂) eller kombinationer deraf - fra lejematerialet og klæber til akseloverfladen som en typisk tynd, kontinuerlig µm1–5 belægning. Når først denne overføringsfilm er etableret (normalt inden for de første par timers drift, kaldet "indkøringsperioden"), er kontakten effektivt mellem to smurte overflader - overføringsfilmen på akslen og det faste smøremiddel i lejeboringen - snarere end mellem bart metal og lejemateriale. Dette reducerer dramatisk friktionskoefficienten (typisk til 0,03-0,15 afhængigt af materialet og forholdene) og slidhastigheden i resten af lejets levetid.
Forskellige oliefrie ærmelejerdesigner frigiver deres faste smøremiddel gennem forskellige mekanismer. I sintrede metallejer (olieimprægneret sintret bronze eller jern) frigives smøremiddel termisk - den porøse metalmatrix udvider sig lidt under friktionsvarmen og pumper lagret olie til overfladen; når lejet afkøles i hvile, trækkes olien tilbage ved kapillærvirkning. I PTFE-forede kompositlejer får PTFE's lave overfladeenergi naturligt det til at smøre på akseloverfladen under kontakttryk. I grafitproppet bronzelejer presses grafitindsatserne direkte ind i huller eller riller i bronzematricen, og glidende kontakt skærer gradvist mikroskopiske grafitpartikler af, som danner smørelaget. I polymermatrixlejer fyldt med PTFE, grafit eller MoS₂ er fyldstofpartiklerne homogent fordelt i hele materialet og eksponeres kontinuerligt ved slidfladen, når lejet løber ind.
Enhver selvsmørende oliefri akselbøsning har en begrænsende PV-værdi - produktet af lejetrykket P (i MPa eller psi) og glidehastigheden V (i m/s eller ft/min), hvor lejematerialet kan fungere uden overophedning, overdreven slitage eller klemning. PV-grænsen er den grundlæggende ydeevnegrænse for selvsmørende lejer, analogt med belastningsværdien for et rulleleje. Når PV-værdien overskrides, overstiger friktionsvarmeudviklingen ved grænsefladen lejematerialets evne til at lede varme væk, hvilket forårsager termisk nedbrydning af det faste smøremiddel, accelereret slid og i sidste ende lejesvigt. Designere skal beregne den faktiske PV for deres anvendelse (P = radial belastning / projiceret areal; V = π × akseldiameter × RPM / 60.000) og bekræfte, at den er under materialets nominelle PV-grænse - typisk med en sikkerhedsfaktor på 2-3 for kontinuerlig drift.
Ydeevnen af en selvsmørende akselbøsning bestemmes i høj grad af valget af basismateriale og solidt smøresystem. Hver materialetype har specifikke styrker, begrænsninger og bedst passende anvendelsesområder. Her er en detaljeret oversigt over hovedkategorierne.
Grafit-proppet bronze oliefri ærmer - nogle gange kaldet "grafit-bronze" eller "vedligeholdelsesfri bronze" ærmer - består af en blyholdig eller blyfri bronze krop med cylindriske propper af grafit eller grafit-MoS₂-forbindelse presset ind i borede huller, der er regelmæssigt fordelt over enden og nogle gange enden. Bronzen giver fremragende lastbærende kapacitet (driftstryk op til 60-80 MPa i nogle kvaliteter), høj varmeledningsevne til varmeafledning og god dimensionsstabilitet. Grafitpropperne bidrager med den selvsmørende funktion, som typisk tegner sig for 20-35 % af lejeoverfladen ved dækning. Disse ærmer fungerer pålideligt op til 400°C (ved brug af carbon-grafitforbindelser i stedet for ren grafit) og er velegnede til langsomme til moderate glidehastigheder (op til ca. 2 m/s kontinuerligt). De er den mest udbredte type oliefri ærmeleje til industrimaskiner - transportører, presser, hejseværker, sprøjtestøbemaskiner og generelt produktionsudstyr - på grund af deres kombination af høj belastningskapacitet, brede temperaturområde og robusthed over for forurenede miljøer.
PTFE-forede kompositoliefri ærmer (almindeligvis kendt under handelsnavne som DU® by Oiles, DP4® fra SKF/Glacier, eller lignende produkter fra Igus og Permaglide) består af en stålbagside, et porøst bronzemellemlag (typisk sintret til stålet) og et PTFE-bly- eller PTFE-bly-komposit 3-0-fiber tykt lag 3-0-fiber. til bronzen. Stålbagsiden giver fastholdelse ved prespasning i husets boring, bronzemellemlaget forankrer PTFE-laget mekanisk, og PTFE-overfladelaget giver en usædvanlig lav friktionskoefficient (0,03-0,12 under typiske belastninger) og fremragende kemisk resistens. Denne konstruktion opnår en optimal balance mellem meget lav friktion, kompakt tværsnit (vægtykkelse så tynd som 0,7-1,5 mm, hvilket tillader brug i pladsbegrænsede applikationer), høj belastningskapacitet (op til 250 MPa statisk) og god varmeledning gennem stålbagsiden. PTFE-kompositmuffer er standardvalget til automobilapplikationer (pedaldrejelejer, sædeskinneføringer, dørhængsler), landbrugsmaskiner og generel maskinteknik, hvor der er behov for et tyndt, selvsmørende leje i et præcisionshus. Deres primære begrænsning er et moderat temperaturloft (kontinuerlig drift op til 120-150°C for blyfri varianter) og følsomhed over for stødbelastninger, der kan delaminere PTFE-laget.
Sintrede bronzebøsningslejer fremstilles ved at presse og sintre bronzepulver til en porøs struktur med 20–35 % hulrumsvolumen, hvorefter porerne vakuumimprægneres med smøreolie (typisk ISO VG 68–150 mineralsk eller syntetisk olie). Olien, der er lagret i den porøse matrix, frigives til lejeoverfladen ved termisk og kapillær virkning under drift og reabsorberes, når lejet er i hvile - hvilket skaber et selvstændigt smørereservoir, der typisk giver 20.000-50.000 timers vedligeholdelsesfri drift ved moderate belastninger og hastigheder. Oliefri muffer af sintret bronze er mest effektive ved lave til moderate hastigheder (overfladehastigheder under 2 m/s), lette til moderate belastninger og temperaturer under 80°C (over hvilke den lagrede olie nedbrydes eller udstødes for hurtigt). De er den dominerende lejetype i små elektriske motorer, husholdningsapparater, pumper, ventilatorer, kontorudstyr og elværktøj - applikationer karakteriseret ved kontinuerlig lavhastighedsrotation, hvor den selvfornyende oliefilm opretholder fremragende ydeevne til meget lave omkostninger. De er mindre egnede til anvendelser med høj temperatur, høj belastning eller oscillerende bevægelse.
Polymerbaserede oliefri ærmelejer er fremstillet af teknisk termoplast - acetal (POM), nylon (PA66), UHMW-PE, PEEK eller PTFE - ofte med faste smøremiddelfyldstoffer (grafit, MoS₂, kulfiber, PTFE) blandet ind i matrixen. Disse lejer er ekstremt lette, fuldt korrosionsbestandige, elektrisk ikke-ledende, modstandsdygtige over for en lang række kemikalier og egnede til fødevarekontaktapplikationer (FDA/EC 1935/2004 kompatible kvaliteter tilgængelige). Deres primære afvejninger er lavere belastningskapacitet end alternativer med metalunderlag, betydelig termisk ekspansionskoefficient (kræver større diametral frigang for at undgå sammenfald ved forhøjede temperaturer) og fugtabsorption i polyamidkvaliteter, der kan påvirke dimensioner og frigang. Førende leverandører af polymerbøsningslejer omfatter Igus (iglide®-serien), Trelleborg (Turcon®) og Saint-Gobain (Nejrglide®). Især Igus iglide-materialer er grundigt testet med offentliggjorte slidhastighedsdata for hundredvis af materiale-aksel-kombinationer, hvilket gør dem praktiske at specificere til en lang række applikationer med lav til medium belastning.
Kulstof-grafit-bøsningslejer er fremstillet af en blanding af kulstof (eller grafit) og forskellige bindemidler (harpikser, beg, metalimprægneringsmidler), der er støbt og bagt ved høje temperaturer for at producere en stiv, porøs struktur med iboende smøreevne. De er det foretrukne materiale til oliefri sleeve-applikationer med meget høje temperaturer - kontinuerlig drift op til 500°C er opnåelig med metalimprægnerede carbon-grafit-kvaliteter, langt ud over evnen til ethvert polymer- eller konventionelt bronzeleje. Kulstof-grafit akselbøsninger er meget udbredt i fødevareforarbejdningsovne, glasfremstillingsudstyr, dampturbine hjælpekomponenter, højtemperatur transportørsystemer og varme væskepumpelejer. De er skøre (trækstyrke på 30-80 MPa, meget lavere end bronze), har begrænset belastningskapacitet sammenlignet med metallejer og kræver omhyggelig håndtering og installation for at undgå revner. Men i applikationer over 250°C, hvor intet andet selvsmørende lejemateriale kan overleve, er carbon-grafit ofte den eneste levedygtige mulighed.
At vælge det rigtige oliefrie akselhylstermateriale til en specifik applikation kræver vejning af flere ydeevneparametre samtidigt. Denne sammenligningstabel giver et side-om-side-overblik over de vigtigste materialetyper til at guide det første valg.
| Materiale Type | Maks. belastning (MPa) | Maks. temperatur (°C) | Maks. hastighed (m/s) | Korrosionsbestandighed | Madsikker | relative omkostninger |
| Grafit-proppet bronze | 60-80 | 400 | 2.0 | Moderat | Nej (Pb-karakterer) | Medium |
| PTFE-komposit (DU-type) | 140-250 | 120-150 | 3.0 | God (stål bagside) | Muligt (Pb-fri) | Lav-medium |
| Sintret bronze (olieimprægneret) | 20-40 | 80 | 2.0 | Moderat | No | Lav |
| Engineering polymer (iglide®) | 10-60 | 90-250 (PEEK) | 0,5-5,0 | Fremragende | Ja (FDA-karakterer) | Lav-medium |
| Kulstof-grafit | 5-20 | 500 | 10-20 | Fremragende | Ja | Medium-Høj |
Selvsmørende bøsningslejer har fundet vej til stort set alle industrier, der bruger roterende maskiner, men visse sektorer er langt mere afhængige af dem end andre på grund af specifikke driftskrav, der gør konventionelle smurte lejer upraktiske.
Valg af et selvsmørende bøsningsleje kræver en systematisk evaluering af applikationens belastning, hastighed, temperatur, miljø og dimensionelle begrænsninger. At skynde sig med dette valg - at vælge et leje kun baseret på størrelse eller pris - er den mest almindelige kilde til for tidlige lejefejl i vedligeholdelsesfri lejeapplikationer.
Den radiale belastning på akselbøsningen skal beregnes ud fra de påførte kræfter, herunder tyngdekraftsbelastninger, drivkræfter og dynamiske eller stødbelastninger. Lejetrykket P beregnes som P = F / (d × L), hvor F er den radiale belastning i Newton, d er akseldiameteren i mm, og L er lejelængden i mm. Det resulterende P i N/mm² (MPa) skal være under materialets maksimalt tilladte lejetryk ved driftstemperaturen. For stødbelastede applikationer ganges den statiske belastning med en stødfaktor på 1,5-3,0, før P beregnes. Lejer med L/d-forhold mellem 0,5 og 1,5 giver en god belastningsfordeling; forhold over 2,0 kan forårsage kantbelastning ved enderne af muffen, hvis akslen eller huset har nogen forskydning.
Til roterende akselapplikationer beregnes overfladeglidehastigheden som V = (π × d × n) / 60.000, hvor d er akseldiameteren i mm, og n er rotationshastigheden i RPM, hvilket giver V i m/s. Beregn derefter PV = P × V og sammenlign med materialets nominelle PV-grænse (tilgængelig fra producentens datablade). De fleste grafit-bronze ærmer har PV grænser på 0,1-0,5 MPa·m/s; PTFE-kompositter 0,05–0,15 MPa·m/s; polymerlejer varierer meget (0,05-0,5 MPa·m/s afhængig af kvalitet). For oscillerende applikationer (pivot, rockers) beregnes glidehastigheden ud fra buelængden pr. cyklus og frekvens i stedet for kontinuerlig RPM, hvilket typisk resulterer i meget lavere V-værdier, der tillader højere tilladte tryk.
Identificer den maksimale kontinuerlige driftstemperatur og eventuelle spidstemperaturudsving, som lejet vil opleve. Udelukke materialetyper, hvis maksimale nominelle temperatur er under denne grænse. Identificer derefter de miljømæssige forurenende stoffer - vand, syrer, alkalier, opløsningsmidler, fødevarer, slibestøv - og kontroller kemisk kompatibilitet med lejematerialet. Bemærk, at mange polymerbærende materialer er kemisk resistente, men har specifikke undtagelser (f.eks. angribes acetal POM af stærke syrer; PEEK har fremragende kemisk resistens; PTFE er kemisk modstandsdygtig over for stort set alt undtagen fluor og smeltede alkalimetaller).
Akslens sammenkoblingsoverflade har en væsentlig effekt på slidlevetiden og friktionskoefficienten for et selvsmørende bøsningsleje. Hårde, glatte akseloverflader minimerer lejeslid og letter dannelse af overføringsfilm. Den anbefalede akselhårdhed til oliefrie bøsninger er HRC 30 minimum for grafit-bronze og PTFE komposit lejer, med HRC 45-60 foretrukket for lang levetid. Akslens overfladefinish skal være Ra 0,4-0,8 µm (slibefinish) - glattere aksler (Ra under 0,2 µm) kan faktisk hæmme overførselsfilmadhæsion, mens ruere aksler (Ra over 1,6 µm) forårsager accelereret slibende slid på lejeboringen. Aksler i rustfrit stål fungerer godt med de fleste oliefri lejetyper; uhærdede bløde stålskafter slides hurtigere og anbefales ikke til krævende applikationer. For bløde akselmaterialer (aluminium, blød messing, plast) skal du kontakte lejeproducenten for minimumskrav til akselhårdhed, der er specifikke for deres materialekvalitet.
Korrekt diametral afstand mellem den oliefrie akselbøsning og akseltappen er afgørende for ydeevnen. For lidt spillerum får lejet til at gribe fat i akslen (fastfald ved opstart eller under termisk ekspansion); for stor frigang tillader akselbevægelser, der forårsager stødbelastning, støj og hurtigt slid af både lejet og akseloverfladen.
Som en generel retningslinje bør den diametrale løbeafstand mellem akslen og den oliefrie muffeboring efter installationen være 0,001 × akseldiameteren for PTFE-kompositlejer med metalunderlag og 0,002 × akseldiameteren for lejer af grafitbronze og sintret bronze ved stuetemperatur. For polymerlejer er der typisk behov for større spillerum (0,003-0,005 × akseldiameter) for at imødekomme den højere termiske udvidelseskoefficient og potentielle fugtopsvulmning. For en aksel med en diameter på 25 mm betyder dette en frigang på ca. 0,025 mm for PTFE-komposit, 0,05 mm for grafit-bronze og 0,075-0,125 mm for polymertyper. Tag altid højde for den termiske udvidelse af både akslen og bøsningens materiale ved den maksimale driftstemperatur, når du beregner minimum køreafstand.
Olieløse bøsningslejer er næsten altid installeret med en interferenspasning i husets boring for at forhindre rotation af bøsningen i huset (hvilket ville forårsage gnidninger og hurtigt svigt af både huset og bøsningens ydre diameter). Standardhustolerancen for de fleste bøsningslejetyper er H7, hvor muffens ydre diameter er fremstillet til s6 eller r6 tolerance for en let til medium prespasning. For PTFE-kompositstål-backed sleeves er interferensen typisk 0,02-0,06 mm på diameter for huse i 10-80 mm-området. For polymerbøsninger presset ind i aluminium- eller plasthuse skal interferensen beregnes omhyggeligt, fordi den termiske udvidelse af husmaterialet enten kan øge interferensen (i stålforsynede bøsninger i aluminiumhuse) eller reducere den (i polymerbøsninger i polymerhuse) ved driftstemperatur - begge ekstreme kan forårsage problemer.
Når en oliefri bøsning presses ind i et hus, reduceres husboringens størrelse en smule på grund af elastisk kompression af bøsningsvæggen og plastisk deformation ved grænsefladen. Denne boringsreduktion - kaldet "press-fit-korrektion" - skal måles og tages i betragtning, når man specificerer muffeboringsdiameteren. For tyndvæggede PTFE-kompositmuffer (vægtykkelse 0,75–2,5 mm) er boringsreduktion efter presning typisk 0,01–0,04 mm afhængig af vægtykkelse og interferens. Producenter leverer borekorrektionstabeller for deres specifikke produkter - brug altid disse til at beregne den nødvendige borediameter som fremstillet for at opnå den ønskede køreafstand efter installation.
Selv et korrekt specificeret selvsmørende bøsningsleje vil svigte for tidligt, hvis det monteres forkert. Disse installationsretningslinjer gælder for alle større oliefrie glidelejertyper og overses ofte i forbindelse med vedligeholdelse i marken.
Et af de mest almindelige spørgsmål ved specificering af lejer til et nyt design er, om man skal bruge et selvsmørende ærmeleje eller et rulleleje (kugleleje, rulleleje). Begge har legitime roller, og valget bør baseres på de specifikke krav snarere end vane eller tilgængelighed.
Når en oliefri akselbøsning svigter før dens forventede levetid - på grund af overdreven slid, kramper, støj eller dimensionsændringer - kan årsagen næsten altid spores til en af et lille antal almindelige fejl i valg, installation eller drift. Her er en praktisk guide til at diagnosticere og løse de mest hyppige problemer.
Hurtigt slid af en selvsmørende bøsning er oftest forårsaget af faktisk PV, der overskrider den nominelle grænse (tjek igen belastning, hastighed og temperaturberegninger), akseloverfladeruhed højere end anbefalet (Ra over 1,6 µm), akseloverflade for blød (under anbefalet hårdhed), slibende forurening, der trænger ind i løbe- eller lejeafstanden, belastning. Undersøg den slidte lejeflade under en lupe eller et mikroskop: ensartet slid med et glat, poleret udseende er normal indkøring; dybe riller parallelt med akselaksen indikerer slibende forurening; periferisk scoring indikerer anfald; fjerlet eller revet overflade indikerer stødoverbelastning.
En oliefri muffe, der roterer i sit hus i stedet for at akslen roterer i muffen, indikerer utilstrækkelig interferenspasning - enten er husets boring overdimensioneret, muffens ydre diameter er underdimensioneret, eller interferensen blev elimineret af smøremiddel påført under installationen. Tjek husets diameter og sammenlign med muffeproducentens specificerede hustolerance. Hvis boringen er inden for tolerancen, og drejning stadig forekommer, øges interferensen ved at specificere den næste snævrere ydre diameter toleranceklasse, eller brug lejefastholdelsesmasse som et supplement. Bemærk, at ved høje temperaturer kan den differentielle termiske udvidelse mellem en polymermuffe og et stålhus reducere eller eliminere interferensen - til højtemperaturapplikationer bør mekaniske fastholdelsesfunktioner (en holdering, skulderhus eller sætskrue) tilføjes som sekundær fastholdelse.
Knirkende, klaprende eller intermitterende vibrationer i en ny oliefri akselbøsninginstallation indikerer normalt en af: utilstrækkelig løbeafstand, der forårsager stick-slip-friktion (meget almindeligt med nye PTFE-kompositlejer før overføringsfilmen etableres - tillad indkøringsperiode), fejljustering mellem akslen og husets boringkants belastning (og fejljustering af husets justering forårsager belastning af husets akse). bølger på akseloverfladen, der forårsager periodisk variation i kontakttryk, eller akselmateriale, der er uforeneligt med lejematerialet (nogle leje-aksel-kombinationer har en tendens til at stick-slipe i stedet for kontinuerlig glidning ved lave hastigheder — se lejeproducentens data for kompatibilitet med akselmateriale).

Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...

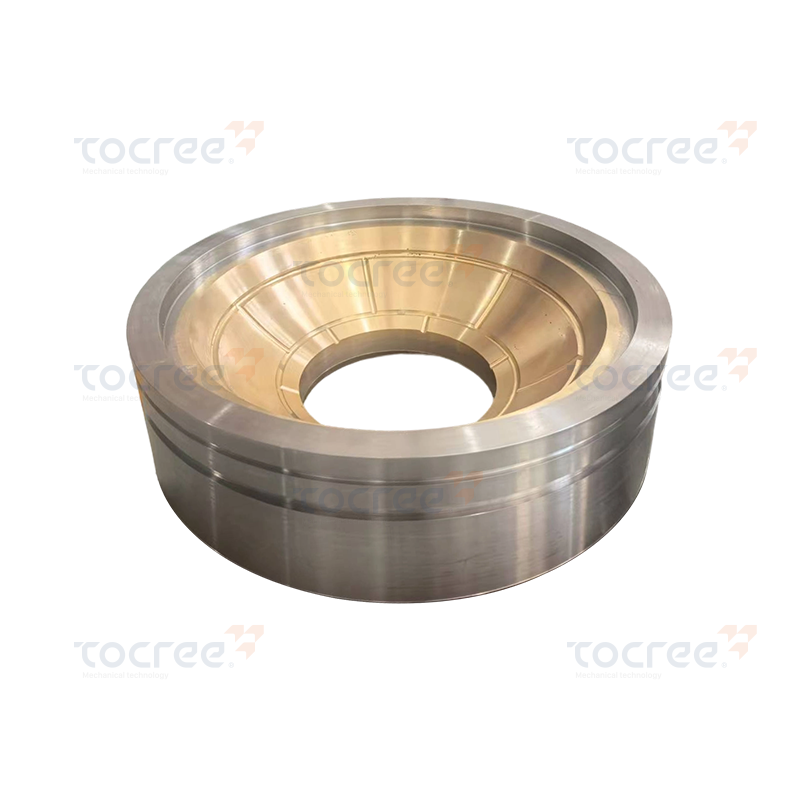
Denne kugleformede selvsmørende kobbermanchet er lavet af højstyrke højstyrke messing som basisma...
Høj trækstyrke: Trækstyrken af dette produkt når op til 750N/mm², hvilket sikrer fremragende me...

Dette lige ærme er lavet af aluminium bronze legering som basismateriale. I henhold til kundens k...
Bronze-stål sfærisk bøsning er lavet af 42CrM04 legeret stål og højstyrke messing, der tilbyder f...

Bronze-stål-flangebøsningen kombinerer fordelene ved SCM435-legeret stål og højstyrkemessing, der...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheder forbeholdes.
Tilpassede kobberlegeringer maskindele
