For spørgsmål og feedback fra kunder, vil vi svare tålmodigt og omhyggeligt.
Solide selvsmørende kobberringe er højtydende komponenter, fremstillet ved præcisionsbearbejdning...
En selvsmørende bøsning - også omtalt som et selvsmørende bøsningsleje, selvsmørende bøsning eller vedligeholdelsesfri glideleje - er en cylindrisk lejekomponent, der giver en glidende grænseflade med lav friktion mellem en roterende eller oscillerende aksel og dens hus uden at kræve en ekstern tilførsel af olie eller olie. Smørefunktionen er indbygget i selve lejematerialet: enten gennem en fast smøremiddelfase indlejret i lejematricen, gennem en porøs struktur imprægneret med olie, der frigiver smøremiddel til kontaktoverfladen under belastning og temperatur, eller gennem en iboende lavfriktionspolymeroverflade, der overhovedet ikke kræver noget konventionelt smøremiddel.
Driftsprincippet adskiller selvsmørende muffer fundamentalt fra konventionelle hydrodynamiske eller hydrostatiske glidelejer, som er afhængige af en kontinuerlig ekstern olieforsyning for at opretholde den smørende film, der adskiller aksel- og lejeflader. En selvsmørende bøsning fungerer i grænsesmøring eller tørfriktionsregimer, hvor smørefilmen er intermitterende eller fraværende - og lejematerialets sammensætning er konstrueret til at give tilstrækkelig belastningskapacitet, acceptabel slidhastighed og lav friktion under disse svære forhold. Dette gør selvsmørende muffer særligt værdifulde i applikationer, hvor ekstern smøring er utilgængelig, upraktisk, forbudt af hygiejne- eller kontamineringskrav, eller simpelthen ikke er værd at vedligeholde i hele produktets levetid.
Selvsmørende ærme lejer er ikke en enkelt produktkategori, men en familie af forskellige materialer og konstruktionstilgange, hver med en særskilt smøremekanisme, ydeevne og den bedst egnede anvendelsesprofil. At forstå forskellene mellem hovedtyperne er udgangspunktet for enhver seriøs udvælgelsesproces.
Selvsmørende bøsninger af sintret bronze - ofte kaldet oilite-lejer eller olieimprægnerede bøsninger - fremstilles ved at komprimere og sintre bronzepulver til en porøs struktur, der derefter vakuumimprægneres med smøreolie, typisk til 15-30% af lejets volumen. Under drift bevirker kombinationen af varme genereret ved aksellejegrænsefladen og pumpevirkningen af akselrotation, at olie migrerer fra lejets indre porer til glideoverfladen og danner en smørende film. Når akslen stopper, og lejet afkøles, reabsorberes olien ved kapillærvirkning ind i den porøse matrix. Denne selvpåfyldende cyklus kan opretholde smøring i mange års periodisk service uden gensmøring, og oliebeholderen i lejet er effektivt hele lejets levetid for smøremiddelforsyning. Sintrede bronzebøsninger er den mest udbredte selvsmørende bøsningstype globalt, som findes i elektriske motorer, husholdningsapparater, landbrugsudstyr, biltilbehør og lette industrimaskiner.
Faste smøremiddelindlægshylstre bruger et metallisk lejehus - typisk støbt bronze, stål eller jern - med præcist borede fordybninger eller gennemgående huller fyldt med solide smøremiddelpropper, normalt grafit, PTFE eller molybdændisulfid (MoS₂)-forbindelser. Efterhånden som akslen roterer eller oscillerer mod lejeboringen, slides de faste smøremiddelpropper gradvist og overfører et tyndt, vedhæftende lag smøremiddel til både akseloverfladen og lejeboringen. Denne overførte smørefilm reducerer friktion og slid mellem kontaktfladerne uden at kræve væske eller fedt. Selvsmørende bøsninger med solid prop fungerer effektivt ved temperaturer, der ville nedbryde olier og fedtstoffer - grafittilsluttede bronzemuffer fungerer op til 400°C i nogle applikationer - og bruges i krævende miljøer, herunder industriovne med høje temperaturer, udstyr til glasfremstilling, udendørs landbrugsmaskiner og procesudstyr, der er udsat for snavs og snavs af fødevarer eller produkter, er forbudt.
Polymerbaserede selvsmørende ærmer bruger materialer som PTFE (polytetrafluorethylen), PEEK, nylon, acetal og forskellige fiberforstærkede kompositter, der har iboende lave friktionskoefficienter (PTFE har en statisk friktionskoefficient så lav som 0,04) og genererer en selvsmørende overføringsakseloverflade på den matende overføringsakseloverflade i den matende akseloverflade. Indpakkede PTFE-forede ærmer - hvori en tyndvægget PTFE-kompositforing er bundet til en stål- eller bronzeskal - er særligt udbredt i biler af ophængningsbøsninger, styrearms drejeled, flykontrolforbindelser og præcisionsinstrumenteringstap. PTFE-foringen giver en konsistent glideoverflade med lav friktion, ikke-klæbende, der bevarer ydeevnen over et bredt temperaturområde (typisk -200°C til 260°C for ren PTFE), fungerer uden smøremiddel og tolererer oscillerende og reverserende belastninger, der ville få et hydrodynamisk leje til at svigte med det samme på grund af utilstrækkelig filmdannelse.
Bimetal- og flerlags selvsmørende bøsningslejer kombinerer en stålbagside for strukturel styrke med et mellemlag af lejet legering (typisk blyholdig bronze eller tin-bronze) og et tyndt overtræk af polymerkomposit - oftest en PTFE-blyblanding, PTFE-fiberkomposit eller acetalforbindelse - der giver den glidende overflade. Flerlagskonstruktionen gør det muligt at optimere hvert lag til en anden funktion: stålbagsiden giver fastholdelse og belastningsfordeling ved prespasning, det sintrede bronzemellemlag giver god vedhæftning og moderat tilpasningsevne, og PTFE-kompositoverlægget giver den selvsmørende glideoverflade. DU-type og DX-type lejer (kommercielle betegnelser for udbredte flerlags selvsmørende bøsninger specifikationer) er den dominerende komponent i automotive motors small-end bøsninger, landbrugsmaskiners drejetappe, entreprenørudstyrs stiftsamlinger og højcyklus industriforbindelser, hvor kombinationen af høj belastningskapacitet, lav ender friktion er påkrævet i kompakt drift og vedligeholdelsesfri drift.
Tabellen nedenfor opsummerer de fire hovedtyper af selvsmørende muffer på tværs af de mest praktisk vigtige udvælgelseskriterier, hvilket giver en hurtig referenceramme for indledende teknologivalg.
| Type | Smøremekanisme | Maks. temperatur (°C) | Belastningskapacitet | Bedste applikation |
| Sintret bronze (olieimprægneret) | Oliemigrering fra porøs matrix | 100-120°C | Moderat | Motorer, apparater, lette maskiner |
| Solid smøreprop (grafit/MoS₂) | Overfør film fra stikslid | Op til 400°C | Høj | Ovne, fødevareforarbejdning, udendørs udstyr |
| PTFE / polymer komposit | Lavfriktionsoverførselsfilm på skaftet | 260°C (PTFE) | Lav-Moderat | Luftfart, medicinske, oscillerende forbindelser |
| Flerlags (DU/DX bimetal) | PTFE komposit overlejringsfilm | 130-180°C | Høj | Automotive, entreprenørudstyr, pivoter |
Datablade med selvsmørende bøsningslejer præsenterer et sæt ydeevneparametre, der, hvis de misforstås eller anvendes forkert, fører direkte til for tidlig lejefejl. Forståelse af, hvad hver parameter repræsenterer, og hvordan de interagerer, er afgørende for sikker lejevalg.
PV-værdien — produktet af lejetrykket P (i MPa eller N/mm²) og glidehastigheden V (i m/s) — er den grundlæggende driftsparameter for selvsmørende bøsningslejer. PV repræsenterer den hastighed, hvormed friktionsvarme genereres ved lejefladen pr. arealenhed: Højt tryk med høj hastighed genererer mere varme end det samme tryk ved lav hastighed. Ethvert selvsmørende materiale har en maksimal tilladelig PV-værdi, over hvilken varmegenereringshastigheden overstiger lejets evne til at sprede det, hvilket får lejets overfladetemperatur til at stige til det punkt, hvor smøremidlet nedbrydes, lejematerialet blødgøres eller deformeres, og slidhastigheden accelererer til at svigte. Det er vigtigt, at den maksimalt tilladte PV ikke opnås ved nogen kombination af P og V, der producerer det pågældende produkt - der er også separate maksimale trykgrænser (P_max) og maksimale hastighedsgrænser (V_max), der begrænser driftsomfanget uafhængigt af PV-produktet. Et leje kan have en PV-grænse på 0,1 MPa·m/s, en P_max på 40 MPa og en V_max på 0,5 m/s — og alle tre begrænsninger skal være opfyldt samtidigt.
Friktionskoefficienten for et selvsmørende bøsningsleje er ikke en fast konstant - den varierer med glidehastighed, kontakttryk, temperatur, ruheden af den matchende aksel og tilstanden af overføringsfilmen på akseloverfladen. Publicerede friktionskoefficientværdier i datablade (typisk 0,03-0,2 afhængigt af materialetype) repræsenterer steady-state værdier under repræsentative forhold efter indledende indkøring, ikke øjeblikkelige eller værst tænkelige værdier. Opstartsfriktionskoefficienten - før overførselsfilmen er etableret, eller før olien er migreret til lejeoverfladen - er typisk to til fem gange højere end steady-state værdien. Dette er især vigtigt for applikationer med meget stramme drejningsmomentbudgetter (præcisionsinstrumenter, aktuatorer med små drivmotorer) og til applikationer med hyppige start-stop-cyklusser, hvor steady-state filmbetingelser aldrig er fuldt etableret.
Tilpasningsakslens overfladetilstand har stor indflydelse på selvsmørende bøsningslejers ydeevne og levetid. For metalliske selvsmørende bøsninger (sintret bronze, solid prop-bronze) skal akslen hærdes til mindst 30 HRC for at forhindre, at akseloverfladen bliver slidt af bronzelejematerialet, som typisk er hårdere end udglødet stålaksel. Et blødt skaft, der løber i en selvsmørende bronzebøsning, vil akkumulere bronzeaffald, der overføres til akslen, og gradvist øge friktionen og sliddet indtil fejl. For PTFE-komposit- og flerlags-bøsningslejer er kravet til akseloverfladehårdhed mindre stringent (20 HRC er typisk tilstrækkeligt), fordi PTFE-overlejringen er blødere og tilpasser sig mindre akseluregelmæssigheder, men akseloverfladeruheden skal kontrolleres til Ra 0,4-0,8 µm og skæres gennem FE- og PT-tykkelsen også i tynde, PT- overlejring hurtigt; for glat (under Ra 0,1 µm), og overføringsfilmen har utilstrækkelige mekaniske forankringspunkter til at klæbe pålideligt til akseloverfladen.

Selvsmørende bøsningslejer er ikke universelt overlegne i forhold til konventionelle olie- eller fedtsmurte lejer - de har lavere maksimale PV-grænser og højere friktionskoefficienter end velsmurte glidelejer, der arbejder i det hydrodynamiske regime. Deres fordel er imidlertid afgørende i et specifikt sæt forhold, hvor konventionel smøring fejler eller er upraktisk.
Valget mellem et selvsmørende bøsningsleje og et rulleleje (kugle- eller rulleleje) er en af de mest almindelige designbeslutninger inden for maskinteknik, og hver teknologi har ægte fordele under specifikke forhold. Ingen af dem er universelt overlegne, og beslutningen bør træffes ved at sammenligne de specifikke krav til applikationen med hver teknologis styrker.
| Kriterier | Selvsmørende ærme | Rullende element leje |
| Startfriktion | Højer (boundary lubrication) | Meget lav (rullende kontakt) |
| Vibrations- og stødbelastningstolerance | Fremragende (stort kontaktområde) | Moderat (point/line contact) |
| Generering af støj og vibrationer | Meget lav (lydløs drift) | Lav til moderat (løbsstøj) |
| Radialt pladsbehov | Minimal (tynd væg) | Større (bur og rullende elementer) |
| Vedligeholdelseskrav | Ingen (vedligeholdelsesfri) | Periodisk eftersmøring eller forseglet |
| Høj-speed performance | Begrænset (varmeproduktion) | Fremragende |
| Omkostninger | Lav til moderat | Moderat to high |
| Oscillerende / lav hastighed bevægelse | Fremragende | Dårlig (falsk brinelling-risiko) |
| Kontamineringstolerance | God (solid konstruktion) | Dårlig (partikelindtrængen skader racer) |
Valg af et selvsmørende bøsningsleje kræver, at man systematisk gennemgår applikationens driftsbetingelser og matcher dem mod ydeevnegrænserne for kandidatlejetyper og -materialer. At hoppe direkte til et specifikt produkt baseret på overfladisk lighed med en tidligere applikation - uden at bekræfte PV, temperatur og miljøkompatibilitet - er den mest almindelige vej til for tidlig lejefejl.
Beregn lejetrykket P ved at dividere den radiale belastning (i Newton) med det projicerede lejeareal (boringsdiameter × længde, i mm²), omregn til MPa. Beregn glidehastigheden V i m/s ud fra akslens rotationshastighed og diameter eller slaglængden og cyklushastigheden for oscillerende applikationer. Bestem, om bevægelsen er kontinuerlig rotation, intermitterende rotation, oscillerende eller frem- og tilbagegående - dette påvirker både PV-beregningen (oscillerende bevægelse har en lavere effektiv PV end kontinuerlig rotation ved samme spidshastighed) og den type selvsmørende muffe, der er bedst egnet. Kontroller både det beregnede PV-produkt og de individuelle P- og V-værdier i forhold til lejematerialets grænser, og sørg for, at alle tre begrænsninger er opfyldt med en sikkerhedsfaktor på mindst 1,5–2,0 for at tage højde for belastnings- og hastighedsvariationer under drift.
Bestem driftstemperaturområdet — både omgivende og lejets egen driftstemperatur, som vil være højere end omgivelsestemperaturen på grund af friktionsvarmeudvikling. Krydsreferencer dette med temperaturgrænserne for kandidatmaterialer til lejer: standard olieimprægneret sintret bronze er begrænset til ca. 80–120°C kontinuerligt; PTFE-komposit-flerlagslejer fungerer til 130–180°C; grafitindlagte bronzeærmer håndterer op til 400°C. Identificer enhver kemisk eksponering - syrer, baser, opløsningsmidler, vand, fødevaregodkendte rengøringsmidler - og kontroller materialekompatibilitet. Polymer selvsmørende muffer er ofte mere kemisk modstandsdygtige end metalliske typer, men specifikke polymerkvaliteter skal kontrolleres mod de faktiske kemikalier, der er til stede, da kemisk modstand varierer betydeligt mellem polymertyper.
Selvsmørende bøsningslejer kræver en specifik radial afstand mellem lejeboringen og akseldiameteren for korrekt drift. For lidt spillerum får lejet til at gribe fat i akslen, hvilket genererer overdreven friktion og varme, der hurtigt ødelægger både aksel og leje. For meget frigang tillader akslen at vippe inden i boringen under belastning, hvilket skaber kantbelastning ved lejeenderne og dynamiske stødbelastninger, der forårsager accelereret slid og træthed. Anbefalede boreafstande til selvsmørende bøsningslejer er typisk større end dem, der bruges til rulleelementlejer - sintrede bronzebøsninger bruger typisk H7/f7 eller H8/f7 pasform (frigang på 0,01-0,05 mm på små diametre), mens PTFE-kompositbøsningerne kan kræve lidt overlejring af polymer-bøsninger til tensitet. koldstrøm under vedvarende højt kontakttryk.
Selvsmørende bøsninger er blandt de enkleste lejer at installere korrekt - men forkert installation er også overraskende almindelig og resulterer i tidlige fejl, som ofte fejlagtigt tilskrives lejematerialet snarere end installationsmetoden.
Selvsmørende bøsninger er slidkomponenter - de har en begrænset levetid, der bestemmes af driftsbetingelserne, lejematerialets slidstyrke og overfladetilstanden af den sammenkoblende aksel. I modsætning til rullelejer, som ofte svigter med en pludselig, dramatisk stigning i støj og vibrationer, svigter selvsmørende bøsningslejer gradvist gennem progressivt slid, der øger aksel-til-boring spillerum, indtil det når et uacceptabelt niveau. Denne gradvise fejltilstand er forudsigelig og håndterbar, hvis den overvåges korrekt, men kan gå glip af helt, hvis der ikke er nogen overvågning på plads, hvilket i sidste ende resulterer i akselskade, overdreven vibration og beskadigelse af andre systemkomponenter.
Den primære indikator for selvsmørende muffeslid er øget aksel-til-boring spillerum, målt ved at indsætte et følemål mellem aksel og lejeboring eller ved at måle akselforskydning med en måleur under en defineret testbelastning. De fleste lejeproducenter specificerer en maksimalt tilladt frigang - typisk to til tre gange den oprindelige køreafstand - ud over hvilken lejet skal udskiftes. I praksis er udskiftningskriteriet ofte fastsat af systemets tolerance for akselbevægelser: i præcisionsinstrumentering kan en frigangsforøgelse på 0,02 mm være uacceptabel; i et stort landbrugsdrejeled kan 0,5 mm ekstra frigang være acceptabel.
Visuel inspektion af fjernede selvsmørende muffer giver værdifuld diagnostisk information om, hvorvidt lejet fungerede inden for dets designgrænser. Ensartet slid over hele lejelængden og en poleret, glat boringsoverflade indikerer korrekt drift og korrekt akseljustering. Kraftig slitage koncentreret i den ene ende af lejet indikerer akselforskydning eller afbøjning under belastning. Rillede eller rillede lejeflader indikerer slibende forurening, der kommer ind i lejespalten, hvilket peger på utilstrækkelig tætning. Overophedet eller misfarvet lejemateriale - mørkfarvning, revner eller delaminering af et PTFE-lag - indikerer drift over materialets temperaturgrænse, hvilket kræver undersøgelse af, om PV-grænsen blev overskredet, eller om husets varmeafledning var utilstrækkelig til anvendelsen.
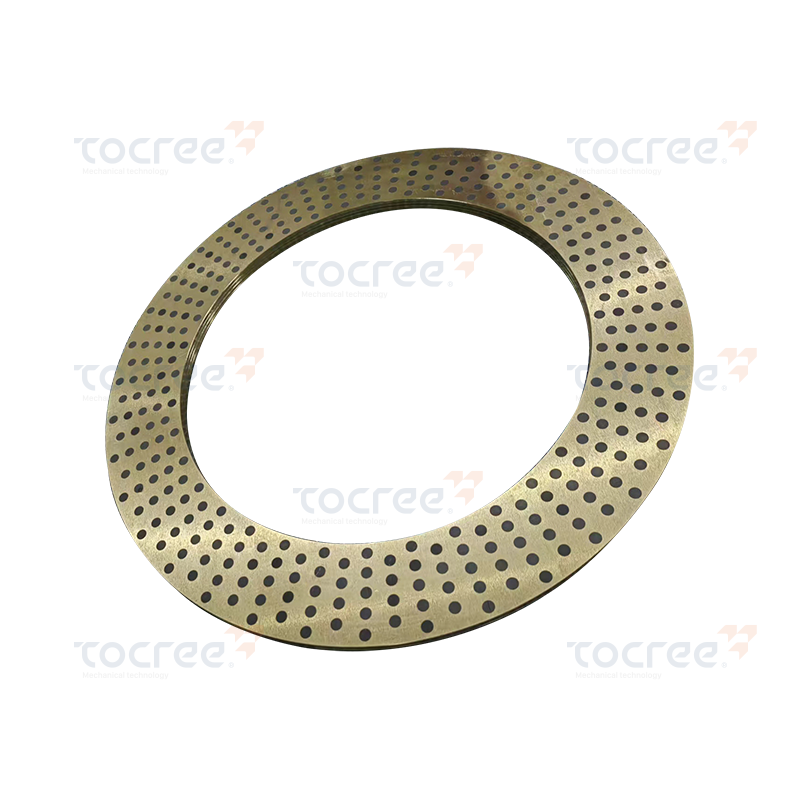
Solide selvsmørende kobberringe er højtydende komponenter, fremstillet ved præcisionsbearbejdning...
Høj trækstyrke: Trækstyrken af dette produkt når op til 750N/mm², hvilket sikrer fremragende me...

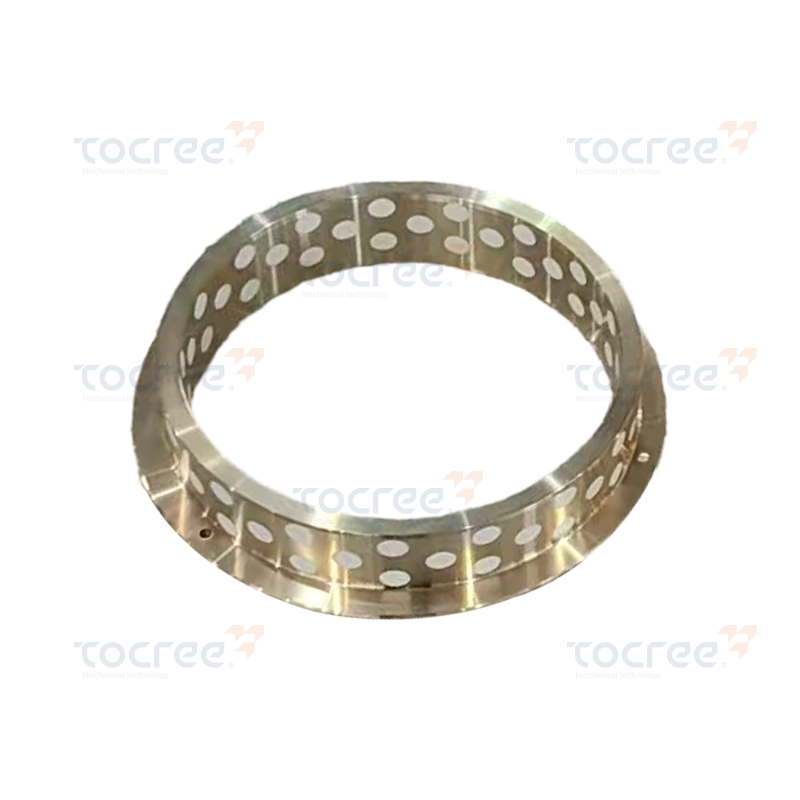
Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...

Denne solide selvsmørende kobbermanchet indlejret med PTFE kombinerer slidstyrken af messing me...

Dette bimetal selvsmørende sfæriske leje er konstrueret til høj ydeevne og holdbarhed, med en uni...

Denne kugleformede selvsmørende kobbermanchet er lavet af højstyrke højstyrke messing som basisma...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheder forbeholdes.
Tilpassede kobberlegeringer maskindele
