For spørgsmål og feedback fra kunder, vil vi svare tålmodigt og omhyggeligt.
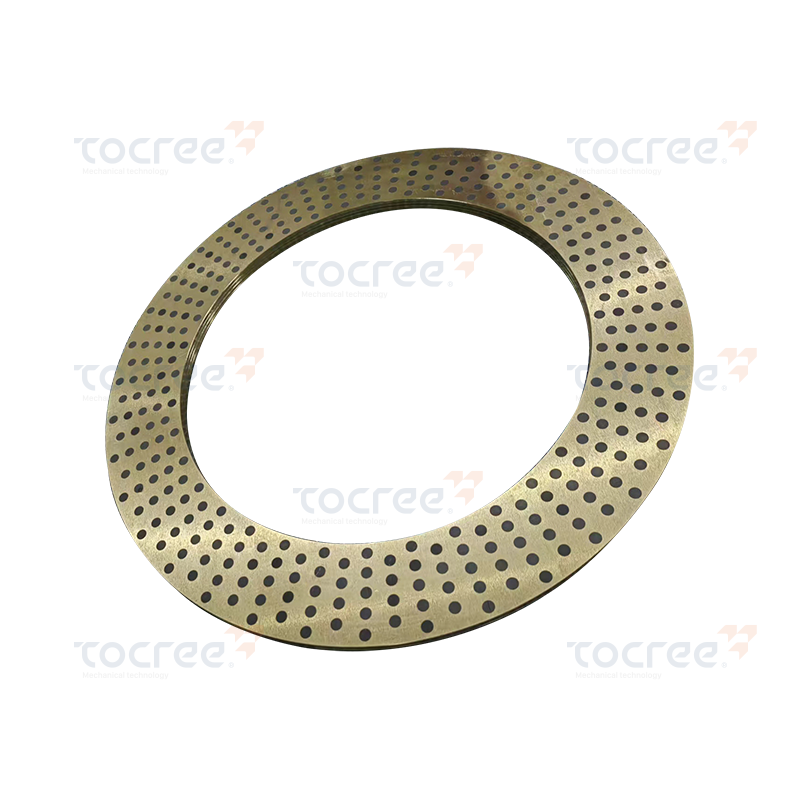
Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...
En oliefri akselbøsning - også kaldet en oliefri akselbøsning, selvsmørende bøsning eller tør lejebøsning - er en cylindrisk mekanisk komponent designet til at understøtte og styre roterende eller glidende aksler uden at kræve nogen ekstern smøring. I modsætning til traditionelle bronze- eller stålbøsninger, der er afhængige af oliefilm eller fedtpakning for at reducere friktionen, indeholder en oliefri akselbøsning faste smøremidler indlejret direkte i basismaterialet. Disse smøremidler frigives gradvist under drift og danner en tynd, selvfornyende film mellem ærmet og skaftet.
Konceptet lyder enkelt, men teknikken bag er ret raffineret. Grundmaterialet - typisk sintret bronze, støbejern, polymerkomposit eller grafit - er valgt specifikt for dets bæreevne, mens smøremidlerne (almindeligvis grafit, PTFE eller molybdændisulfid) er infunderet eller indlagt i et kontrolleret mønster. Denne kombination gør, at muffen kan fungere kontinuerligt under belastning og bevægelse, selv i miljøer, hvor påføring af olie eller fedt er upraktisk eller umulig.
Ydeevnen af en selvsmørende akselbøsning afhænger i høj grad af dens materialesammensætning. Forskellige applikationer kræver forskellige materialeegenskaber, så producenterne tilbyder en bred vifte af kombinationer af basis- og smøremiddelmateriale. Her er en oversigt over de mest almindelige typer:
| Materiale Type | Smøremiddel indlejret | Bedst til |
| Sintret bronze | Grafitpropper eller PTFE | Middel belastning, bredt temperaturområde |
| Støbejern | Grafit skær | Tung belastning, høje temperaturer |
| Polymer / plast komposit | PTFE, MoS2 | Lette belastninger, ætsende miljøer |
| Grafit/kulstof | Iboende selvsmørende | Ekstreme temperaturer, damp, kemikalier |
| Bimetallic (stål bronze lag) | PTFE-fyldt overfladelag | Høj præcision, kompakt design |
Hvert materiale bringer afvejninger i omkostninger, temperaturbestandighed, belastningskapacitet og kemisk kompatibilitet. For de fleste industrimaskiner er sintret bronze med grafitpropper den mest udbredte løsning på grund af dens fremragende balance mellem styrke, termisk ledningsevne og dokumenteret smøreevne.
Den selvsmørende mekanisme i en oliefri akselbøsning er ikke magi - det er en velforstået tribologisk proces. Når akslen begynder at rotere eller glide inde i muffen, får friktionsvarme og mekanisk kontakt små mængder af det indlejrede smøremiddel til at overføres til akseloverfladen. Dette skaber en mikroskopisk tynd smørende film, der dramatisk reducerer metal-til-metal-kontakt og friktion.
Med tiden bliver denne film selvbærende. Skaftet bærer en lille rest af smøremiddel, som bliver genopfyldt, hver gang det kommer i kontakt med friske smøremiddelrige zoner i ærmet. Dette er grunden til, at disse komponenter ofte beskrives som "vedligeholdelsesfrie" - under normale driftsforhold er der ikke behov for operatørindgreb for at holde smøringen aktiv.
Den afgørende fordel ved en vedligeholdelsesfri akselbøsning er dens evne til at fungere pålideligt på steder, hvor traditionel smøring er upraktisk. Dette gør oliefri akselbøsninger essentielle på tværs af en overraskende bred vifte af industrier og applikationer.
I produktionsmiljøer er kontinuerlig drift kongen. Pressemaskiner, transportørsystemer, sprøjtestøbeudstyr og automatiserede samlebånd er alle afhængige af oliefrie bøsningslejer for at minimere nedetiden. Fordi det er dyrt at stoppe en produktionslinje for at gensmøre lejer, betaler det selvsmørende design sig hurtigt tilbage.
Olieforurening er en alvorlig bekymring i fødevareforarbejdningsanlæg. Selv fødevaregodkendte smøremidler er underlagt strenge regler og overvågning. Oliefri akselbøsninger eliminerer denne risiko fuldstændigt, hvilket gør dem til det foretrukne valg til transportørguider, pakkemaskineri, tankstationer og blandeudstyr i fødevarefabrikker.
Standardfedt nedbrydes over ca. 150-200°C. Grafitbaserede oliefri akselbøsninger kan derimod fungere kontinuerligt ved temperaturer over 400°C. Dette gør dem uvurderlige i ovnudstyr, ovne, stålværker og andre højvarme industrielle processer, hvor konventionel lejesmøring simpelthen fejler.
Landbrugsmaskiner, entreprenørudstyr og udendørs elværktøj udsættes regelmæssigt for støv, mudder, fugt og store temperaturudsving - som alt sammen vasker olie væk og nedbryder fedt hurtigt. Tørre lejebøsninger i disse applikationer giver ensartet ydeevne uden behov for regelmæssig eftersmøring.
I køretøjer forekommer selvsmørende bøsninger i affjedringskomponenter, styreled, pedalsamlinger, dørhængsler og sædemekanismer. Deres kompakte størrelse, støjsvage drift og vedligeholdelsesfrie egenskaber gør dem ideelle til komponenter, der skal holde hele et køretøjs levetid uden service.
Det er værd at forstå de virkelige kompromiser mellem oliefrie og konventionelt smurte akselbøsninger, før du vælger en til din applikation.
| Feature | Oliefri akselbøsning | Traditionel smurt bøsning |
| Vedligeholdelse påkrævet | Ingen (selvsmørende) | Regelmæssig eftersmøring er nødvendig |
| Driftstemperatur | Op til 400°C (grafittype) | Begrænset af smøremiddelkvalitet (~200°C) |
| Forureningsrisiko | Ingen | Olie/fedtlækage mulig |
| Belastningskapacitet | Moderat til høj | Kan være meget høj med korrekt smøring |
| Startomkostninger | Lidt højere | Lavere forudgående omkostninger |
| Samlede livscyklusomkostninger | Lavere (ingen vedligeholdelsesarbejde) | Højere (løbende vedligeholdelsesomkostninger) |
| Velegnet til mad/medicin | Ja | Kræver fødevaregodkendt smøremiddel |
At vælge den korrekte selvsmørende akselbøsning involverer mere end blot at matche borediameteren til akselstørrelsen. Du skal evaluere flere applikationsspecifikke parametre for at sikre lang levetid og pålidelig ydeevne.
Hver oliefri sleeve har en maksimal PV-værdi udtrykt i MPa·m/s eller psi·ft/min. Beregn lejetrykket (belastning divideret med projiceret areal) og gang med glidehastigheden. Hvis din beregnede PV overstiger ærmets vurdering, har du brug for en større ærme, et stærkere materiale eller en anden designtilgang.

Polymerbaserede ærmer er omkostningseffektive, men typisk begrænset til omkring 100-150°C kontinuerlig drift. For forhøjede temperaturer, gå op til sintret bronze med grafit, støbejern med grafit eller fuld grafit/carbon ærmer. Tag altid højde for spidstemperaturer, ikke kun gennemsnitlige driftsforhold.
Udsættelse for vand, kemikalier, støv eller UV-stråling kan påvirke ærmernes ydeevne betydeligt. Bronze ærmer modstår mange kemikalier, men kan korrodere i sure miljøer. Polymer komposit ærmer er ofte en bedre pasform til våde eller kemisk aggressive forhold, mens grafit ærmer udmærker sig i damp og oxiderende atmosfærer.
Skaftet skal være hårdere end ærmet. Hærdet stål (HRC 45 ) er standardparringen for de fleste metalbaserede oliefri ærmer. Skafter i rustfrit stål fungerer godt med polymerhylstre. Kontroller også, at akseloverfladeruheden falder inden for det anbefalede område - typisk Ra 0,4 til 0,8 µm - for at sikre korrekt smøremiddelfilmoverførsel uden overdreven slid.
Oliefri ærmer kræver en specifik løbeafstand mellem den indvendige boring og akslen. Denne frigang - sædvanligvis 0,02 til 0,08 mm afhængig af akseldiameter og materiale - gør det muligt for smøremiddelfilmen at danne sig korrekt. For stram og ærmet overophedes; for løst og du får vibrationer og støj. Se altid producentens pasformstolerancetabeller for den specifikke ærmetype.
Selv den bedste oliefri akselbøsning vil underpræstere, hvis den installeres forkert. Disse praktiske tips hjælper med at sikre en lang, problemfri levetid:
Selvom oliefri akselbøsninger er designet til lang levetid, er de slidkomponenter og skal til sidst udskiftes. Genkendelse af de tidlige advarselstegn forhindrer uventede fejl og dyr nedetid.

Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...

Denne solide selvsmørende kobbermanchet indlejret med PTFE kombinerer slidstyrken af messing me...

Denne kobberbaserede specialformede skyder er specielt designet til højtydende industrielle appli...


Denne højtydende enkeltflangemuffe af messing er specielt designet til store industrielle lejer, ...
Solide selvsmørende kobberringe er højtydende komponenter, fremstillet ved præcisionsbearbejdning...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheder forbeholdes.
Tilpassede kobberlegeringer maskindele
