For spørgsmål og feedback fra kunder, vil vi svare tålmodigt og omhyggeligt.
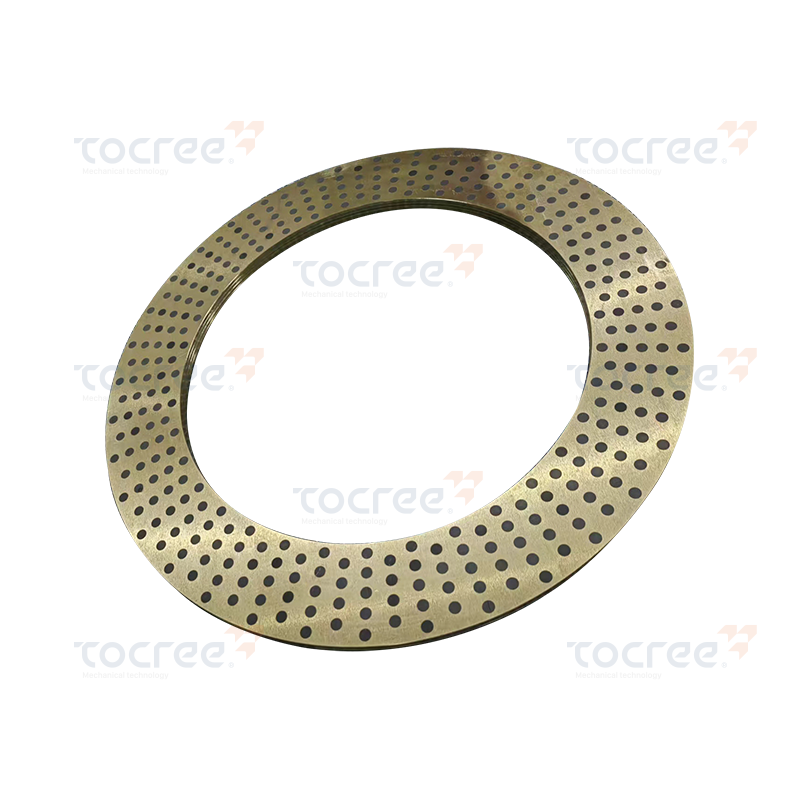
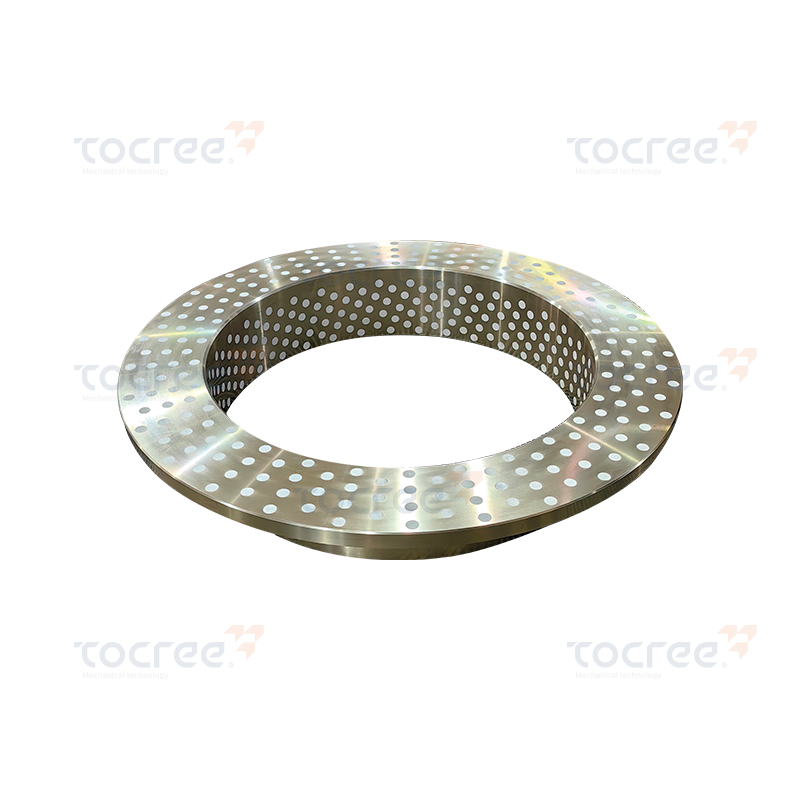
Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...
Et selvsmørende flangeleje er et glideleje - hvilket betyder, at det bruger en glidende kontaktflade i stedet for rullende elementer - der inkorporerer en integreret flange i den ene ende af den cylindriske boring. Flangen fungerer som en indbygget aksial lokaliseringsfunktion og trykflade, der forhindrer lejet i at blive skubbet gennem huset i én retning og tillader det at bære kombinerede radiale og aksiale belastninger samtidigt. Det selvsmørende aspekt betyder, at lejet er designet til at fungere uden eksternt fedt- eller olietilførsel og trækker i stedet på faste smøremidler indlejret i eller påført dets glidende overflade for at opretholde en kontinuerlig lavfriktionsgrænseflade mellem lejeboringen og akslen, der løber inde i den.
Denne kombination af funktioner - flangeplacering og vedligeholdelsesfri smøring - gør selvsmørende flangeleje usædvanligt praktisk på tværs af en bred vifte af industrielle, landbrugsmæssige og mekaniske applikationer. De eliminerer behovet for smørenipler, smøreplaner og det tilhørende vedligeholdelsesarbejde. De forenkler husdesignet ved at fjerne behovet for separate trykskiver eller låseringe for at fastholde lejet aksialt. Og fordi de fungerer tørt eller næsten tørt, fungerer de pålideligt i miljøer, hvor konventionelle smurte lejer kæmper: støvede, våde, høje temperaturer, fødevaregodkendte eller svært tilgængelige steder, hvor regelmæssig gensmøring er upraktisk eller forbudt.
Den selvsmørende mekanisme i disse lejer fungerer forskelligt afhængigt af den specifikke materialekonstruktion, men det underliggende princip er konsekvent: lejematerialet frigiver kontinuerligt eller præsenterer en smørende film ved glidegrænsefladen, hvilket reducerer friktion og slid uden nogen eksternt smøremiddelinput fra operatøren eller vedligeholdelsessystemet.
Sintrede porøse bronzeflangelejer fremstilles ved at komprimere og sintre bronzepulver for at skabe et leje med et kontrolleret netværk af indbyrdes forbundne porer i hele dets struktur. Disse porer vakuumimprægneres derefter med smøreolie - typisk ISO VG 68 eller VG 100 mineralolie - som holdes inde i den porøse matrix ved kapillarvirkning. Når akslen roterer inde i lejet, trækker friktionsvarme og pumpevirkningen af akseloverfladen olie ud af porerne til glidegrænsefladen og danner en smørende film. Når lejet afkøles, og akselrotationen stopper, trækkes olien tilbage i porerne ved kapillærvirkning. Denne selvopfyldende cyklus fortsætter i hele lejets levetid, hvor oliebeholderen giver mange års vedligeholdelsesfri drift i let til moderat belastede applikationer.
Flerlags kompositflangede selvsmørende lejer bruger en anden mekanisme. Den mest almindelige konstruktion består af en stålbagside for strukturel styrke, et sintret bronzemellemlag, der giver mekanisk binding, og et tyndt overfladelag af PTFE (polytetrafluorethylen)-forbindelse - typisk PTFE blandet med bly, bronzepulver eller andre fyldstoffer - som glidefladen. PTFE har en usædvanlig lav friktionskoefficient (omkring 0,04-0,20 afhængigt af belastnings- og hastighedsforhold) og fungerer som et fast smøremiddel: Når akslen glider mod PTFE-overfladelaget, dannes der en mikroskopisk overføringsfilm på akslen, hvilket skaber et matchet par lavfriktionsoverflader, der holder sig selv gennem løbeprocessen. Denne mekanisme kræver slet ikke noget flydende smøremiddel, hvilket gør disse lejer ægte tørløbskomponenter velegnede til applikationer, hvor enhver olieforurening er uacceptabel.
Nogle selvsmørende flangelejer - især dem, der bruges i højtemperatur- eller tunge belastninger - bruger solide smørepropper eller indlæg af grafit eller molybdændisulfid (MoS₂) indlejret direkte i et bronze- eller støbejernslegeme. Efterhånden som akslen roterer, slides propperne gradvist og afsætter kontinuerligt fast smøremiddel på akseloverfladen og lejeboringen. Grafit er særligt effektivt ved høje temperaturer, hvor oliebaserede smøremidler oxiderer eller fordamper, hvilket gør grafittilsluttede flangelejer til et almindeligt valg i ovnudstyr, ovnvogne og højtemperatur-transportørsystemer.
Ydeevnen og passende anvendelsesmiljø for et selvsmørende flangeleje er i høj grad bestemt af det materialesystem, der anvendes i dets konstruktion. De tilgængelige hovedkategorier adskiller sig markant i belastningskapacitet, hastighedsklassificering, temperaturområde og kemikalieresistens.
Olieimprægnerede sintrede bronzeflangelejer er den mest udbredte selvsmørende lejetype til generelle tekniske applikationer. De overholder ISO 2795 og DIN 1850 standarder med hensyn til dimensioner, og de er let tilgængelige i metriske og tomme størrelser fra en lang række producenter. Deres typiske belastningskapacitet er moderat - dynamiske radiale belastninger op til ca. 60-80 N/mm² - og de fungerer godt ved akselhastigheder på op til omkring 2-3 m/s afhængigt af belastningen. Driftstemperaturområdet er begrænset af den imprægnerede olie, typisk −20°C til 80°C for mineralolieimprægnering, med højere temperaturområder muligt med syntetiske olievarianter. De er omkostningseffektive, lette at bearbejde til størrelse og velforståede i service.
Stålstøttede kompositflangelejer - almindeligvis kendt under DU-betegnelsen, der stammer fra Glacier DU-lejet udviklet i 1950'erne - er blevet en global standard inden for vedligeholdelsesfrit lejedesign. Stålbagsiden giver høj trykstyrke, og PTFE-kompositglidelaget giver meget lav friktion og ægte oliefri drift. Disse lejer håndterer højere specifikke belastninger end sintret bronze - op til 250 N/mm² statisk, 140 N/mm² dynamisk i standardkvaliteter - og deres driftstemperaturområde er typisk −200°C til 280°C, hvilket langt overstiger olieimprægneret bronze. De er standardvalget til bilkomponenter, drejeled til landbrugsmaskiner, entreprenørudstyr og enhver applikation, der kombinerer høj belastning, lavhastighedssvingende bevægelse og et krav om vedligeholdelsesfri smøring.
Solide støbte eller smedede bronzeflangelejer med grafitprop-indlæg giver robust belastningskapacitet kombineret med selvsmørende ydeevne ved høje temperaturer. Almindelige anvendte bronzelegeringer omfatter CuSn8, CuSn12 og CuAl10Fe3, der hver tilbyder forskellige kombinationer af hårdhed, slidstyrke og korrosionsbestandighed. Grafitpropperne presses ind i forborede huller i bronzelegemet med jævne mellemrum hen over lejefladen, der dækker cirka 20-30 % af glidearealet. Disse lejer er velegnede til langsomtgående tunge maskiner, vandsmurte applikationer og højtemperaturmiljøer, hvor bronzelegemets termiske ledningsevne hjælper med at sprede friktionsvarme.
Konstruerede polymerflangelejer - fremstillet af materialer som IGLIDUR-forbindelser (igus), PEEK, Nylon (PA) eller acetal (POM) med integrerede smøremiddeladditiver - giver unikke fordele i applikationer, der kræver elektrisk isolering, korrosionsimmunitet, meget lav vægt eller drift i kemisk aggressive medier. Højtydende polymerlejer baseret på PEEK kan fungere ved kontinuerlige temperaturer op til 250°C og modstå aggressive kemiske miljøer, der ville angribe lejer med bronze eller stål. Deres belastningskapacitet er generelt lavere end metalliske lejetyper, men deres kombination af ikke-magnetiske, ikke-ledende og ikke-korroderende egenskaber gør dem uerstattelige i specifikke applikationer såsom medicinsk udstyr, halvlederfremstilling og fødevareforarbejdningsmaskiner.
Tabellen nedenfor opsummerer de vigtigste ydelseskarakteristika for de vigtigste selvsmørende lejematerialetyper med flange for at hjælpe med valg af anvendelse:
| Materiale Type | Maks. belastning (dynamisk) | Temp. Rækkevidde | Smøring | Bedst til |
| Sintret bronze (olie) | 60–80 N/mm² | -20°C til 80°C | Olieimprægneret | Generel let-medium ydelse |
| PTFE (DU) med stålbagside | Op til 140 N/mm² | -200°C til 280°C | Tør (PTFE-film) | Høj belastning, oscillerende, smørefri |
| Bronze grafitpropper | 60–100 N/mm² | Op til 350°C | Grafit solid glidecreme | Høj temp, langsomme tunge belastninger |
| Konstrueret polymer/PEEK | 20–60 N/mm² | Op til 250°C | Tør (tilsætningsbaseret) | Fødevarer, kemikalier, elektrisk isolering |
Flangen på et flangeleje er mere end blot en fastholdelsesfunktion - det er et strukturelt element, der fundamentalt ændrer lejets kapacitet sammenlignet med en almindelig cylindrisk bøsning. At forstå, hvad flangen gør i praksis, hjælper ingeniører med at specificere den rigtige lejekonfiguration til deres anvendelse.
Flangen tilvejebringer aksial placering af lejet i dets hus, hvilket forhindrer lejet i at vandre langs akselaksen under aksial belastning. I applikationer med kombinerede radiale og aksiale belastninger - såsom en drejetap, der skal modstå både bøjnings- og trykkræfter - fungerer flangefladen som en trykbærende overflade, der bærer aksiale belastninger mod husets overflade. Kontaktområdet på flangefladen bestemmer dens aksiale belastningskapacitet, så større flangediametre giver højere aksiale belastningsværdier. Til applikationer med meget høje eller vedvarende aksiale belastninger er det vigtigt at verificere, at flangefladekontakttrykket forbliver inden for materialets tilladte grænser - overskridelse af disse grænser forårsager progressivt slid på flangefladen og eventuelt tab af aksial positioneringsnøjagtighed.
Flangelejer er typisk specificeret i to flangetykkelseskonfigurationer: standardflange (tykkere, højere aksial belastningskapacitet) og tynd flange (reduceret flangetykkelse til husdesign med begrænset plads). Nogle producenter tilbyder også dobbeltflangede lejer, hvor en flange er til stede i begge ender af boringen - hvilket giver aksial fastholdelse i begge retninger uden at kræve en separat holdefunktion. Dobbeltflangede konfigurationer er især nyttige i oscillerende pivotapplikationer, hvor trykbelastninger kan vende retningen.

Korrekt dimensionering og pasformstolerancer er afgørende for ydeevnen og levetiden for ethvert glideleje, og selvsmørende flangelejer er ingen undtagelse. Både husboringens pasform og aksel-til-boringens spillerum skal være inden for specificerede områder, for at lejet kan fungere korrekt.
Selvsmørende flangelejer er designet til at blive presset ind i deres huse med en kontrolleret interferenspasning - typisk en H7/p6 eller H7/r6 tolerancekombination i ISO-systemet - der forhindrer lejet i at rotere i huset under driftsbelastninger. For kompositlejer med stålstøtte hjælper interferenspasningen også lejet med at tilpasse sig eventuelle mindre uregelmæssigheder i husets boring, hvilket forbedrer kontaktarealet og varmeafledningen. Husets boring skal bearbejdes til lejeproducentens specificerede tolerance, med god overfladefinish (Ra 0,8–1,6 μm typisk) og korrekt cylindricitet. En overdimensioneret husboring resulterer i, at lejet spinder i huset i stedet for på akslen, hvilket forårsager hurtig skade på begge komponenter. En underdimensioneret boring komprimerer lejet for meget, hvilket reducerer boringsdiameteren under specifikation og potentielt sætter sig fast i akslen.
Løbeafstanden mellem akslen og lejeboringen er lige så kritisk. For lidt frigang forårsager høj friktion, varmeopbygning og tidlig slidsvigt. For meget frigang tillader akselbevægelser, der øger stødbelastningen og overfladespændingen. Anbefalede akseltolerancer for selvsmørende flangelejer er typisk h6 eller f7 til roterende akselapplikationer og h9 eller e8 til oscillerende applikationer. Efter at lejet er presset ind i dets hus, vil borediameteren reduceres en smule på grund af interferenspasningen - denne prespasningsreduktion skal tages i betragtning, når akseldiameteren specificeres for at sikre, at den endelige køreafstand falder inden for det anbefalede område. De fleste lejeproducenter leverer tabeller, der viser den forventede boringsreduktion efter presning som en funktion af husinterferens og lejets vægtykkelse.
Akslen, der løber inde i et selvsmørende flangeleje, skal være tilstrækkelig hård og velbehandlet for at opnå en god lejelevetid. For stål-backed PTFE-kompositlejer anbefales generelt en akselhårdhed på mindst 55 HRC (kasse-hærdet eller induktionshærdet) for optimal slidydelse, med overfladeruhed Ra 0,2-0,8 μm. Blødere eller mere ru aksler forårsager accelereret slid på lejefladen og reducerer levetiden betydeligt. For sintrede bronzelejer er noget blødere og mere ru aksler acceptable, da bronzematerialet er mere tolerant over for variationer i akseloverfladen. Rustfri stålaksler kan bruges, men bør verificeres for tilstrækkelig hårdhed, da nogle rustfrie kvaliteter er relativt bløde og selv kan slides mod lejeoverfladen.
Selvsmørende flangelejer optræder på tværs af et enormt udvalg af industrielle og mekaniske anvendelser. Deres kombination af integreret aksial placering og vedligeholdelsesfri drift gør dem til et standardvalg i mange designsituationer.
Korrekt installation er afgørende for at opnå den nominelle ydeevne og levetid for et selvsmørende flangeleje. Dårlig installationspraksis - især med stålstøttede kompositlejer - er en af de mest almindelige årsager til for tidlig lejefejl i marken.
At vælge det korrekte selvsmørende flangeleje til en specifik applikation kræver, at man systematisk gennemgår et sæt driftsparametre. Her er den praktiske udvælgelsesproces, som lejeingeniører følger.
Start med at definere driftsbetingelserne klart: den radiale belastning på lejet (i Newtons eller kilonewtons), enhver aksial eller trykbelastning, som flangefladen skal bære, akseldiameteren, bevægelsestypen (kontinuerlig rotation, svingning eller en blanding), akselhastigheden eller svingningsfrekvensen, driftstemperaturområdet, uanset om der skal bruges smøremiddel eller helt tørt. Med disse parametre etableret, beregner du det specifikke lejetryk (belastning divideret med det projicerede areal af borelængde × diameter) og PV-værdien (specifikt tryk multipliceret med glidehastighed) — denne kombinerede parameter er standardgrundlaget for at sammenligne driftsbetingelser med et lejemateriales kapacitetsgrænser.
Match disse beregnede værdier mod materialekapacitetsdata fra lejeproducenten - hver materialetype har offentliggjort maksimale P-, V- og PV-grænser, over hvilke slidhastigheder bliver uacceptabelt høje. For applikationer tæt på et materiales grænser skal du tage højde for enhver temperaturstigning fra friktion (højere PV betyder mere varmeudvikling) og verificere, at det valgte materiales temperaturklassificering stadig giver margin. Til sidst skal du kontrollere, at standarddimensionelle serielejer er tilgængelige i den påkrævede akseldiameter — de fleste selvsmørende flangelejer er fremstillet i standard metriske serier (ISO 3547 for sintret bronze, DIN 1850 for bøsningslejer) fra 3 mm boring og opefter, med et bredt udvalg af flangekonfigurationer tilgængelige fra lager.

Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...

Den L-formede solide selvsmørende skyder er lavet ved at indlejre højrent grafit fast smøremiddel...

Dette bimetal selvsmørende sfæriske leje er konstrueret til høj ydeevne og holdbarhed, med en uni...
Solide selvsmørende kobberringe er højtydende komponenter, fremstillet ved præcisionsbearbejdning...
Den PTFE enkeltflange solide selvsmørende kobbermanchet er en højtydende mekanisk komponent. Det ...

Enkeltflange selvsmørende leje (med grafitindstøbning) er en højtydende solid selvsmørende messin...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheder forbeholdes.
Tilpassede kobberlegeringer maskindele
