For spørgsmål og feedback fra kunder, vil vi svare tålmodigt og omhyggeligt.
Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...
A buet skyder af kobberlegering — også omtalt som en bronzebueskyder, buet glideblok eller bueprofilslidpude — er en præcisionsfriktionskomponent fremstillet af en kobberbaseret legering og profileret med en buet eller bueformet glideoverflade. I modsætning til flade lineære gibs eller lige slidplader gør den buede geometri det muligt for komponenten at rumme rotations-, dreje- eller buebanebevægelser, mens den bevarer fuld overfladekontakt og en ensartet friktionsgrænseflade gennem hele bevægelsesområdet. Denne geometri gør bueskyderen af kobberlegering til den foretrukne komponent, hvor som helst en maskinakse, kobling, støbemekanisme eller strukturelle samlinger skal lede bevægelse langs en defineret radius i stedet for en lige linje.
Valget af kobberlegering som basismateriale er bevidst og teknisk funderet. Kobberbaserede legeringer - især aluminiumsbronzer, tinbronzer og manganbronzer - kombinerer et unikt sæt egenskaber, som intet jernholdigt eller polymert materiale matcher ved skæringspunktet mellem belastningskapacitet, termisk ledningsevne, korrosionsbestandighed og tribologisk ydeevne. Materialets naturlige smøreevne mod ståloverflader, dets evne til at indlejre fine slibende partikler uskadeligt i stedet for at give dem mulighed for at score den matchende overflade, og dets tolerance over for marginale eller intermitterende smøreforhold gør det til det benchmark-materiale til præcisionsglidekomponenter i krævende industrielle miljøer.
Den funktionelle forskel mellem en flad glideflade og en buet glideflade går ud over geometrien. Når en skyder bevæger sig langs en buebane, ændres kontaktmekanikken, trykfordelingen og smørefilmens adfærd alle på måder, der påvirker både ydeevne og levetid.
I en flad lineær skyder er kontakttrykket relativt ensartet over pudens overflade, forudsat at komponenten er korrekt justeret og tilstrækkeligt understøttet. I en buet skyder af kobberlegering opererer langs en buebane eller boring, er kontakten i overensstemmelse - skyderens konvekse eller konkave overflade matcher den tilsvarende radius af det matchende spor eller hus. Overensstemmende kontakt fordeler den påførte belastning over den fulde kontaktbue, hvilket dramatisk reducerer spidskontaktspændingen sammenlignet med de kantbelastede eller punktkontaktforhold, der opstår, når en ikke-profileret komponent tvinges i buebanebevægelse. Lavere spidsbelastning udmønter sig direkte i længere slidlevetid, reduceret friktion og reduceret risiko for overfladetræthed eller skævhed ved grænsefladen.
Den buede geometri påvirker også den hydrodynamiske smøreadfærd. Når skyderen bevæger sig gennem sin bue, genererer den en kileformet film af smøremiddel i det konvergerende mellemrum foran bevægelsesretningen - den samme mekanisme, der genererer oliefilmen i et hydrodynamisk glideleje. Denne selvtryksgivende film reducerer metal-til-metal-kontakt og kan, i kontinuerligt bevægende applikationer, opretholde en fuld væskefilmadskillelse mellem skyderen og dens matchende overflade selv ved moderate driftshastigheder. For buede skydere i kobberlegeringer i sprøjtestøbeformslæder, smedningspresseføringer og præcisionsværktøj forklarer denne adfærd, hvorfor korrekt designede komponenter ofte overlever meget længere, end deres beregnede teoretiske slidlevetid antyder.
Ikke alle kobberlegeringer leverer tilsvarende ydeevne i buede skyderapplikationer. Belastningsbetingelserne, materialet, der passer til overfladen, driftstemperaturen, smøreregimet og tilstedeværelsen af ætsende medier har alle indflydelse på, hvilken legeringsfamilie og specifik kvalitet der vil fungere bedst. Følgende kvaliteter dominerer produktion af buede skydere i industrielle værktøjs- og maskinapplikationer.
Aluminiumsbronze, der indeholder cirka 9-11 % aluminium med jern, nikkel og mangantilsætninger, er arbejdshestelegeringen til højtydende buede skydere af kobberlegering i tunge applikationer. Den aluminiumrige kappa-fase fordelt gennem kobbermatrixen giver enestående hårdhed (typisk Brinell-hårdhed 170-190 HB i støbt form, op til 220 HB efter varmebehandling) sammen med fremragende slidstyrke og korrosionsbestandighed. C95400 (UNS-betegnelsen) og dens kinesiske ækvivalent QAl9-4-4-2 leverer trækstyrker på 620-690 MPa og trykflydespændinger på over 250 MPa - kapacitet, der gør dem velegnede til de høje kontaktspændinger, der opstår i smedningspresseføring, hydrauliske cylinderstangsværktøjslejer og tunge støbeformlejer. Aluminium bronze buede skydere bevarer deres styrke og hårdhed ved temperaturer op til 500°C, hvilket gør dem til den eneste konventionelle kobberlegering, der er egnet til operationer over 250°C. Deres ene begrænsning er tribologisk: aluminiumsbronzer kræver pålidelig smøring og en hærdet parringsoverflade (minimum 300-400 HBN), fordi de mangler den naturlige indlejringsevne og anti-anfaldsegenskaber af tin og blyholdige bronzer.
Tinbronze - typisk indeholdende 6-8 % tin med zink- og blytilsætninger - er den generelle kobberlegering til buede skyderanvendelser, hvor belastningen er moderat, hastighederne er variable, og der er behov for en vis tolerance for marginalsmøring. Den dispergerede blyfase i blyholdig tinbronze (den mest almindelige kommercielle kvalitet) fungerer som et fast smøremiddel - under forhold med utilstrækkelig oliefilm udtværes blyet hen over kontaktfladen, forhindrer metal-til-metal-anfald og bygger bro over korte smøreafbrydelser uden skader. Denne "indlejring" tillader også, at fine slibende partikler, der kommer ind i kontaktzonen, bliver absorberet i den bløde matrix i stedet for at skære den parrende overflade. Tin bronze buede skydere er standardvalget til sprøjtestøbningsglidemekanismer, knastfølgere, generelle maskineri gibs og enhver applikation, der kombinerer moderate kontakttryk med muligheden for tørre eller grænsesmøringsforhold. Typisk hårdhed er 60-75 HB og trækstyrke 240-280 MPa - velegnet til de fleste værktøjs- og generelle industrielle applikationer, men utilstrækkelig til de højeste kontaktbelastningsmiljøer, der betjenes af aluminiumbronze.
Manganbronze er en højstyrke kobber-zink-legering med tilsætning af aluminium, mangan, jern og nogle gange nikkel, der giver trækstyrker på 760-900 MPa og hårdheder på 200-230 HB. Dette placerer den mellem aluminiumsbronze og tinbronze i glideydelsesspektret - stærkere end tinbronze, men med bedre anti-anfaldsegenskaber end standard aluminiumsbronzekvaliteter. Buede skydere af manganbronze bruges i havne- og kranmaskiner, entreprenørudstyrs drejepunkter, marine hardware og styrekomponenter til tunge køretøjer, hvor både strukturel bæreevne og buet buebane-bevægelsesvejledning er påkrævet samtidigt. Blyfri versioner med betegnelsen CuZn25Al5Mn4Fe3 (kompatible med RoHS og REACH) specificeres i stigende grad på europæiske og nordamerikanske markeder.
Fosforbronze - tinbronze med fosfortilsætninger, der deoxiderer smelten og forbedrer støbekvaliteten - bruges i buede skyderapplikationer, der kræver høj træthedsmodstand og ensartet friktionskoefficient over længere servicecyklusser. Fosforen forfiner kornstrukturen og øger legeringens elasticitetsgrænse, hvilket er særligt værdifuldt i applikationer med oscillerende (i stedet for kontinuerlig) buebevægelse, hvor skyderen skifter retning gentagne gange under belastning. Typiske anvendelser omfatter instrumentmekanismer, ventilsæder og præcisionsværktøjskomponenter, hvor dimensionsstabilitet under cyklisk belastning betyder mere end maksimal belastningskapacitet.
| Ejendom | Aluminium Bronze C95400 | Tin Bronze C93200 | Mangan Bronze C86300 | Fosforbronze C54400 |
|---|---|---|---|---|
| Hårdhed (HB) | 170-220 | 60-75 | 200-230 | 80-100 |
| Trækstyrke (MPa) | 620-690 | 240-280 | 760-900 | 310-380 |
| Max service temp. | 500°C | 250°C | 300°C | 200°C |
| Anti-anfaldsegenskaber | Moderat (kræver pålidelig glidecreme) | Fremragende (førende fase) | Godt | Godt |
| Korrosionsbestandighed | Fremragende | Godt | Godt | Godt |
| Selvsmørende version | Ja (grafitstik) | Ja (olieimprægneret) | Begrænset | Ja (sintret) |
| Blyfri kvalitet tilgængelig | Ja | Begrænset (Bi substitute) | Ja | Ja |
| Primære applikationer | Tunge forme, smedepresse, marine, højtemp | Sprøjtestøbeglas, generelt værktøj, knastfølgere | Havnemaskineri, konstruktion, marine hardware | Præcisionsværktøj, oscillerende mekanismer, instrumenter |
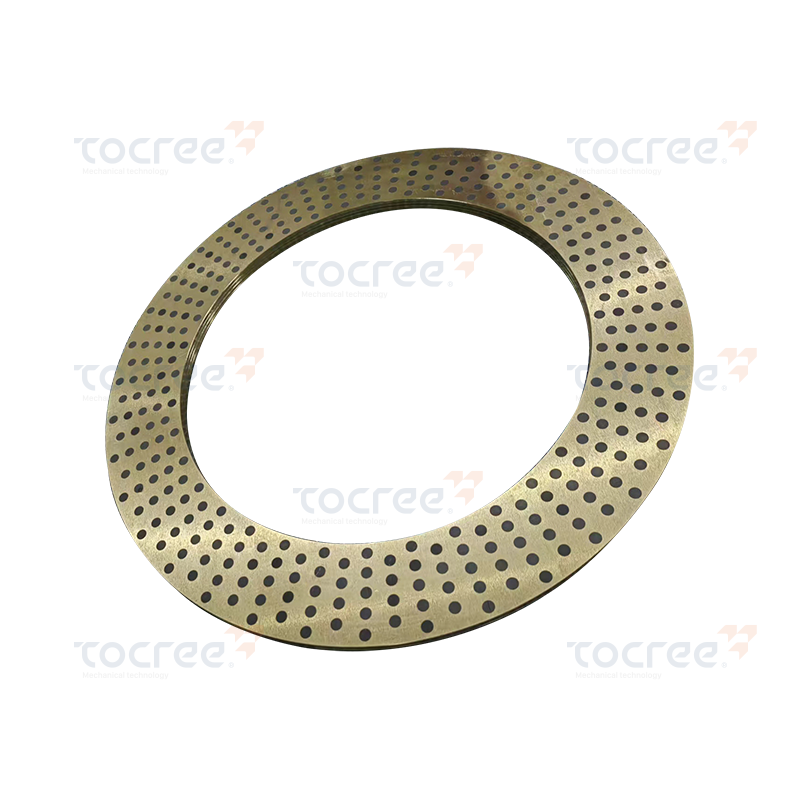
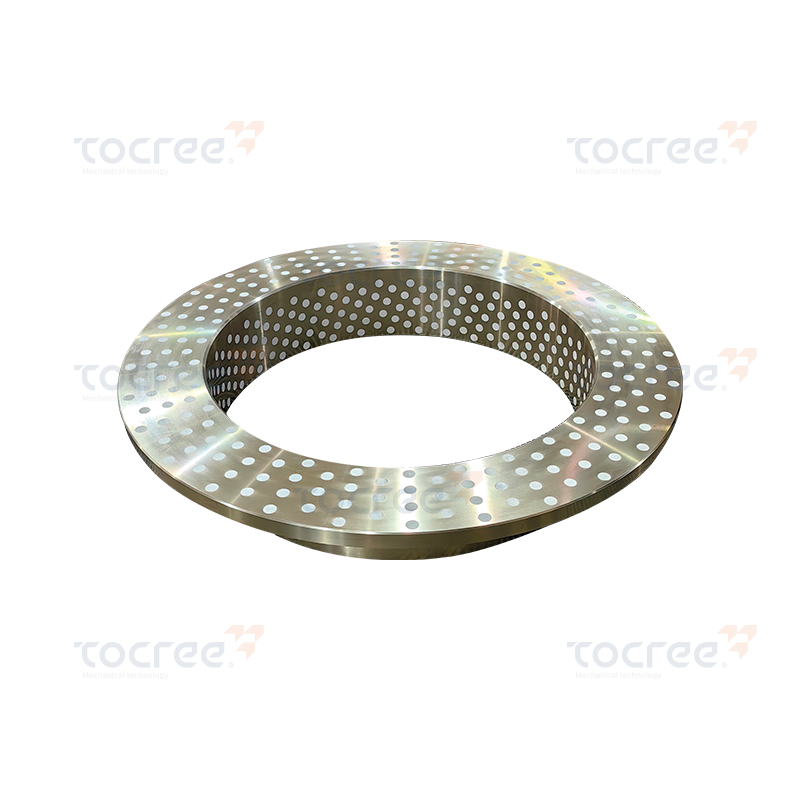
En af de mest praktisk talt vigtige udviklinger inden for buet skyderteknologi af kobberlegering er integrationen af fast smøremiddel i selve skyderkroppen, hvilket producerer en komponent, der giver sin egen smøring gennem hele levetiden uden afhængighed af en ekstern olie- eller fedtforsyning. Selvsmørende buede bronzeskydere fremstilles ved at bore eller støbe et mønster af huller eller kanaler ind i glidefladen og presse fast smøremateriale - oftest grafit, men også PTFE, molybdændisulfid (MoS₂) eller kombinationer deraf - ind i disse reservoirer.
Designprincippet er kritisk: smøremiddelbeholderens huller skal placeres således, at når skyderen bevæger sig gennem sin bue, passerer hvert punkt på den sammenpassende overflade over mindst én smøremiddellomme under et enkelt komplet slag. Dette sikrer, at hele kontaktzonen modtager en kontinuerlig, tynd smørefilm aflejret direkte af grafitten eller PTFE i kontaktøjeblikket. I en veldesignet selvsmørende buet skyder opretholder denne mekanisme grænsesmøringsbetingelser på tværs af hele kontaktfladen selv under længerevarende drift uden nogen ekstern smørehændelse, hvilket gør dem til standardspecifikationen for:
Smøremiddelpropmønstertætheden og -diameteren er konstrueret til den specifikke anvendelse - højhastighedsmekanismer med korte slag har brug for et tættere propmønster end langsomtgående komponenter med lang vandring. Et almindeligt standardmønster for buede slidplader af aluminiumsbronze bruger grafitpropper med en diameter på 8 mm med en centerafstand på 30-40 mm, arrangeret i et forskudt gitter for at sikre kontinuerlig smøremiddeldækning over glidefladen i enhver position inden for buens bevægelsesområde.

Den buede buegeometri kombineret med kobberlegeringens tribologiske egenskaber skaber en komponent, der løser specifikke tekniske problemer på tværs af en lang række industrier. Følgende applikationer repræsenterer det højeste volumen og mest krævende brug.
Sprøjtestøbeforme og trykstøbeværktøjer bruger vinklede eller buede glidemekanismer som kernetræksystemer til at danne underskårne træk i plastik- eller metaldele, som ikke kan skubbes ud af en straight-pull form. Når formen åbner, skal disse skydere - ofte kaldet "sidehandlinger" - bevæge sig langs en defineret bue eller vinklet bane for at trække den formende kerne tilbage, før delen kan skubbes ud. Buede skydere af kobberlegering tjener i denne sammenhæng som slidfladen mellem den bevægelige glideblok og dens føring i formbunden. Den høje termiske ledningsevne af aluminiumbronze og tinbronze - op til 10 gange højere end værktøjsstål - gør dem særligt værdifulde her: skyderen trækker varme hurtigt ud af værktøjet, reducerer cyklustiden og forhindrer varme pletter i områder, hvor kølevand ikke kan nå. AMPCO-18 (en aluminiumsbronzelegering) er en af de kommercielt specificerede kvaliteter, der anvendes til sprøjtestøbeskydere, netop for denne kombination af glideegenskaber og termisk ydeevne.
Stemplet eller glideren på en smedepresse eller stansepresse skal bevæge sig med høj præcision langs en styret bane for at opretholde nøjagtig justering mellem den øvre og den nedre matricehalvdel. I presser, der anvender buebane eller excentriske drivmekanismer, inkorporerer presseslideføringssystemet buede bronzeslidplader eller bueprofiler for at optage den lille roterende komponent af stemplets bevægelse, når den excentriske drev gennem sin arbejdscyklus. Manganbronze og aluminium bronze buede gibs er standardmaterialerne til presseglideføringer i højtonnage presser, hvor kontakttrykket kan nå 15-25 MPa, og styresystemet skal opretholde en justeringsnøjagtighed på under 0,05 mm gennem millioner af pressecyklusser.
Gravemaskinebomme, kranudliggere, læsserarme og hydrauliske cylindermonteringspunkter involverer alle drejeled, der roterer gennem en defineret bue under tunge, ofte stødbelastede, driftsforhold. Buede skydere af kobberlegering i disse samlinger - typisk i form af halvskalsbueforinger eller sektorformede slidpuder - fordeler drejebelastningen over hele kontaktbuen og giver den slidbestandige overflade med lav friktion, der er nødvendig for at opretholde samlingsafstande inden for specifikationerne gennem mange års feltdrift i slibende, ofte våde miljøer. Den fremragende korrosionsbestandighed af aluminium bronze gør den til det dominerende valg af legering til udendørs konstruktion og marine drejeledsapplikationer.
Aksiale stempelhydraulikpumper og -motorer bruger buede bronzeskydere - ofte kaldet glideplader eller holdeplader - til at føre de frem- og tilbagegående stempler hen over ventilpladen og opretholde den hydrostatiske film, der forsegler hvert stempels trykkammer. Den buede profil af disse komponenter matcher cylinderblokkens boringsradius, hvilket sikrer passende kontakt og jævn trykfordeling over hele arbejdsvinklen. Tinbronze- og fosforbronzekvaliteter bruges almindeligvis til disse præcisions hydrauliske glidekomponenter på grund af deres fremragende dimensionsstabilitet, modstandsdygtighed over for hydraulisk væskeangreb og forudsigelig friktionsadfærd over brede tryk- og temperaturområder.
Broer med store spændvidder, stadiontage og industribygninger bruger buede ekspansionslejer for at tillade termisk ekspansion og seismisk bevægelse, mens de overfører lodrette belastninger til underkonstruktionen. Bronzebueglideplader i disse lejer - typisk tinbronze eller aluminiumsbronze afhængig af belastningsstørrelse og korrosionseksponering - giver den buede glideoverflade med lav friktion, der rummer de rotations- og translationsbevægelser, som strukturen oplever. Disse komponenter kan forblive i drift i 30-50 år med minimal vedligeholdelse, hvilket gør den iboende korrosionsbestandighed og holdbarhed af kobberlegeringer særlig værdifuld i denne applikation.
Angivelse af en buet skyder af kobberlegering til en ny applikation eller udskiftning involverer at definere flere indbyrdes afhængige parametre. At få disse rigtigt i specifikationsstadiet forhindrer geometri- og materialeuoverensstemmelser, der forårsager for tidligt slid eller forkert pasform i samlingen.
De buede skydere i kobberlegering er designet som sliderstatningskomponenter - de er det opofrende slidelement i samlingen, beregnet til at beskytte de dyrere sammenkoblingsflader mod slid og skal udskiftes, når de er slidt ud over deres driftsgrænse. At håndtere dette korrekt kræver at kende slidindikatorerne, udskiftningskriterierne og hvordan man forlænger serviceintervallerne gennem korrekt vedligeholdelsespraksis.
Slid i en buet skyder af kobberlegering overvåges lettest ved at måle samlingsafstanden mellem skyderen og dens sammenpassede føringsvej eller boring med definerede intervaller. Nye installationer har typisk en designafstand på 0,02–0,08 mm til præcisionsværktøjsapplikationer og 0,05–0,20 mm til almindelige maskiner. Når denne frigang er øget med et defineret multiplum af startværdien - almindeligvis 3-5 gange den indledende frigang bruges som udskiftningsudløser i præcisionsværktøjer - er buevejsføringens nøjagtighed forringet til et niveau, der påvirker delens kvalitet eller matricejustering. I applikationer med tunge maskiner er kriteriet ofte begyndelsen af påviselig tilbageslag eller raslen i leddet under belastningsvending.
Visuel inspektion af glidefladen giver yderligere information: ensartet, poleret slid på hele buefladen indikerer god kontaktfordeling og korrekt justering. Koncentreret slid på kanterne eller ved specifikke vinkelpositioner indikerer fejljustering, overbelastning i en del af lysbueområdet eller forkert bueradius-tilpasning mellem skyderen og føringen - forhold, der forkorter levetiden og bør undersøges og korrigeres på udskiftningstidspunktet, accepteres ikke som normalt.
For eksternt smurte kobberlegeringsbuede skydere afhænger smøreintervallet af driftsbetingelserne: belastning, hastighed, temperatur og forureningsniveau. Et generelt udgangspunkt for fedtsmurte buede bronzeskydere i industrimaskiner er eftersmøring for hver 100-250 driftstimer under normale forhold, reduceret til hver 40-80 timer i høj belastning, støvede eller våde miljøer. Det foretrukne smøremiddel til de fleste buede skydere af kobberlegering er et EP-fedt (ekstremt tryk) med lithiumkompleksfortykningsmiddel, NLGI Grade 2, indeholdende 3-5 % molybdændisulfid eller grafit som et fast smøremiddeladditiv. Oliesmøring foretrækkes i applikationer med kontinuerlig bevægelse, hvor en oliefilm kan opretholdes — ISO VG 68 til ISO VG 220 afhængig af driftshastighed og temperatur. Undgå smøremidler, der indeholder klorerede EP-additiver på kobberlegeringsskydere, da klor angriber kobber-tin og kobber-zink-legeringer og forårsager accelereret korrosion af glideoverfladen.

Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...
Solide selvsmørende kobberringe er højtydende komponenter, fremstillet ved præcisionsbearbejdning...
Den PTFE enkeltflange solide selvsmørende kobbermanchet er en højtydende mekanisk komponent. Det ...

Enkeltflange selvsmørende leje (med grafitindstøbning) er en højtydende solid selvsmørende messin...

Den L-formede solide selvsmørende skyder er lavet ved at indlejre højrent grafit fast smøremiddel...

Denne kugleformede selvsmørende kobbermanchet er lavet af højstyrke højstyrke messing som basisma...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheder forbeholdes.
Tilpassede kobberlegeringer maskindele
