For spørgsmål og feedback fra kunder, vil vi svare tålmodigt og omhyggeligt.
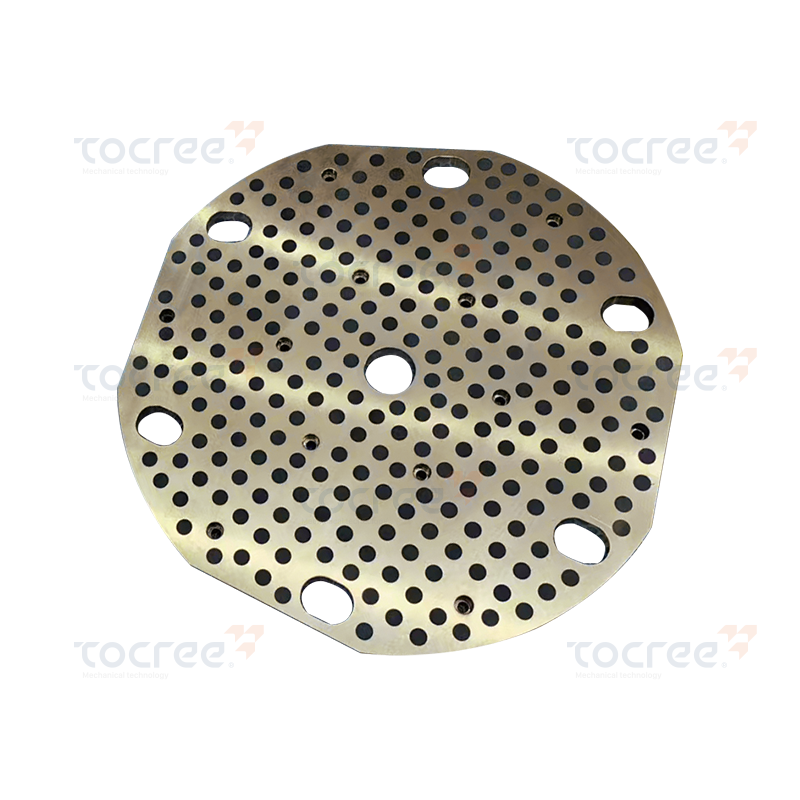
Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...
Slidplader af grafitbronze er flade eller formede lejekomponenter fremstillet af støbt bronzelegering og udstyret med faste grafitpropper med jævne mellemrum, der presses eller støbes direkte i huller, der er boret gennem bronzematricen. Grafitpropperne fungerer som et indbygget, selvfornyende tørt smøremiddel - efterhånden som den matchende overflade glider hen over pladen, frigøres grafitten gradvist fra propperne og danner en tynd, kontinuerlig smørefilm mellem kontaktfladerne. Denne selvsmørende mekanisme eliminerer behovet for ekstern olie eller fedt under de fleste driftsforhold, hvilket gør disse plader til en yderst praktisk løsning til glidende, oscillerende eller roterende kontaktapplikationer, hvor konventionel smøring er upraktisk, upålidelig eller uønsket.
Bronzelegeringen, der bruges som basismateriale, giver den strukturelle styrke, bæreevne og korrosionsbestandighed, mens grafitten leverer smøringen. Sammen skaber disse to materialer en sammensat slidoverflade, der yder pålideligt på tværs af en lang række temperaturer, belastninger og miljøer - inklusive forhold, hvor oliebaserede smøremidler ville oxidere, vaskes væk, forurene produktet eller fryse. Grafitindstøbte bronzeslidplader bruges på tværs af industrier så forskellige som stålfremstilling, tunge presseværktøjer, vandkraftproduktion, broteknik og fødevareforarbejdning, hvor som helst glidende kontaktflader skal udføres med minimal vedligeholdelse over længere levetid.
Udførelsen af slidplader af grafitbronze afhænger helt af at forstå, hvordan den faste smøremiddeloverførselsfilm etableres og vedligeholdes under drift. I modsætning til væskesmøring, hvor en kontinuerlig oliefilm adskiller to overflader, virker fast grafitsmøring ved adhæsion og overførsel - en fundamentalt anderledes og på mange måder mere robust mekanisme.
Når den matchende metaloverflade først glider hen over bronzepladen, får de hævede grafitpropper kontakt og begynder at smøre mikroskopiske lag af grafit ud på både pladeoverfladen og den parringsoverflade. Inden for en relativt kort indkøringsperiode - typisk et par timer til et par dages drift afhængig af belastning og hastighed - opbygges et kontinuerligt tyndt lag grafit på tværs af begge kontaktflader. Når først denne overførselsfilm er fuldt etableret, fungerer grafitten som en grænseflade med lav forskydningsstyrke, der forhindrer direkte metal-til-metal-kontakt, hvilket reducerer friktionskoefficienterne til typisk 0,05-0,15, hvilket er sammenligneligt med velsmurte konventionelle lejer.
Størrelsen, dybden, afstanden og mønsteret af grafitpropperne har væsentlig indflydelse på pladens smøreydelse. Propperne er typisk cylindriske med en diameter på mellem 4 mm og 12 mm og er fordelt i et regulært gitter eller forskudt mønster hen over lejefladen, så grafitdækningsforholdet - procentdelen af kontaktarealet optaget af grafit - falder inden for et optimalt område, normalt 20-35 %. For lidt grafitdækning betyder utilstrækkelig smøremiddeloverførsel; for meget reducerer bronzematrixens bærende areal og svækker pladen mekanisk. Proppedybden er også kritisk - propper, der er for overfladiske, slides hurtigt, mens propper boret dybt ind i bronzen fungerer som et langsigtet grafitreservoir, der forlænger levetiden betragteligt.
Grafittens smørende evne kommer fra dens unikke lagdelte krystalstruktur. Kulstofatomer i grafit er arrangeret i flade sekskantede lag (basalplaner), der er stærkt bundet i hvert lag, men kun holdt sammen mellem lagene af svage Van der Waals-kræfter. Det betyder, at lagene let glider over hinanden med meget lidt modstand, hvilket giver den karakteristiske glatte fornemmelse af grafit. I en bærende sammenhæng tillader denne lamelstruktur grafitpartikler at forskydes og spredes over kontaktfladen med minimal friktion. Det er vigtigt, at grafit bevarer denne smøreegenskab over et meget bredt temperaturområde - fra kryogene temperaturer op til ca. 400°C i ikke-oxiderende miljøer og op til 300°C i luft - langt ud over området for de fleste konventionelle smøreolier og fedtstoffer.
Ikke alle bronzelegeringer er lige velegnede til slidpladeapplikationer. Den specifikke legeringssammensætning bestemmer pladens belastningskapacitet, korrosionsbestandighed, hårdhed, bearbejdelighed og kompatibilitet med grafitpropperne. Adskillige forskellige bronzekvaliteter er almindeligt anvendt i selvsmørende bronzeslidpladeproduktion, hver egnet til forskellige driftskrav.
| Legeringskvalitet | Sammensætning | Nøgleegenskaber | Typiske applikationer |
| CuSn12 (Tin Bronze) | Cu 87%, Sn 12%, P-spor | Høj hårdhed, fremragende slidstyrke, god belastningskapacitet | Tunge presseværktøjer, hydrauliske cylindre, stålværksguider |
| CuSn8 (Phosphor Bronze) | Cu 91,5 %, Sn 8 %, P 0,1-0,35 % | God træthedsstyrke, korrosionsbestandig, moderat hårdhed | Generelt glidende slid, marineudstyr, pumpekomponenter |
| CuAl10Fe3 (Aluminium Bronze) | Cu 86 %, Al 10 %, Fe 3 %, Mn 1 % | Meget høj styrke, fremragende korrosionsbestandighed, havvandskompatibel | Offshore, marine, kemisk behandling, højbelastningsstyreplader |
| CuZn25Al5 (højstyrke messing) | Cu 68%, Zn 25%, Al 5%, Fe/Mn-spor | Omkostningseffektiv, god bearbejdelighed, moderat styrke | Let til middel belastning applikationer, generel teknik |
| CuSn12Ni (Nikkel Tin Bronze) | Cu 85 %, Sn 12 %, Ni 2 % | Forbedret hårdhed og korrosionsbestandighed i forhold til standard tinbronze | Højtemperaturslidapplikationer, turbinekomponenter, smedepresser |
CuSn12 tinbronze er langt den mest udbredte basislegering til grafitbronzeslidplader i tunge industrielle applikationer på grund af dens høje hårdhed (typisk 90-110 HB) og fremragende kompatibilitet med grafitpropbore- og presseprocessen. Aluminiumsbronze er specificeret, når korrosionsbestandighed i aggressive miljøer er prioriteret, mens fosforbronzekvaliteter tilbyder en omkostningseffektiv mellemvej til almindelige tekniske applikationer med moderat belastning.
Ved vurdering af slidplader af grafitbronze til en specifik anvendelse skal flere ydeevneparametre vurderes i forhold til driftsbetingelserne. At forstå, hvad disse tal betyder, og hvordan de interagerer, er afgørende for at foretage et pålideligt valg.
PV-værdien - produktet af lejetrykket i MPa og glidehastigheden i m/s - er den vigtigste ydelsesparameter for ethvert glideleje eller slidplade. Den repræsenterer intensiteten af den tribologiske kontakt og bestemmer hastigheden af varmeudvikling ved glidegrænsefladen. Slidplader af grafitbronze har typisk PV-klassificeringer på 0,1 til 0,5 MPa·m/s i tør drift, afhængigt af legeringskvalitet og grafitdækning. Overskridelse af den nominelle PV-værdi forårsager accelereret slid, overophedning og eventuel sammenfald. Bemærk, at højtryk og lav hastighed, eller lavtryk og høj hastighed, begge kan falde inden for den acceptable PV-ramme - men både den individuelle trykgrænse og den individuelle hastighedsgrænse skal også respekteres uafhængigt.
En af de vigtigste fordele ved slidplader af grafitbronze i forhold til polymerforede eller oliesmurte lejesystemer er deres evne til at fungere ved forhøjede temperaturer. Fast grafitsmøring forbliver effektiv op til ca. 300°C i oxiderende (luft)miljøer og op til 400-500°C i inaktive eller reducerende atmosfærer. Bronzelegeringsmatrixen bevarer tilstrækkelig mekanisk styrke op til 200-250°C for tinbronze og op til 300°C for aluminiumsbronzekvaliteter. Dette gør grafittilstoppede bronzeplader til standardvalget til applikationer, der involverer varmt værktøj, glasfremstillingsudstyr, ovntransportører og smedningspressestyr, hvor polymerlejer og fedt hurtigt nedbrydes.
Slidplader af grafitbronze kan understøtte meget høje statiske belastninger - op til 80-100 MPa for CuSn12 tinbronze - hvilket gør dem velegnede til brug under tunge presser, store hydrauliske cylindre og strukturelle brolejer. Den tilladte dynamiske (glidende) belastning er lavere end den statiske grænse, typisk 20-40 MPa, fordi glidende kontakt genererer varme, der skal spredes inden i pladen og den sammenkoblende overflade. De faktiske belastningsgrænser skal altid bekræftes med producentens datablad for den specifikke legerings- og grafitkonfiguration, der anvendes, da variationer i stikgeometri og legeringsstøbekvalitet kan påvirke ydeevnen betydeligt.
Efter at indkøringsoverførselsfilmen er fuldt etableret, er friktionskoefficienten for en veldesignet grafitbronzeslidplade, der glider mod en hærdet ståloverflade, typisk 0,05-0,15 under tørre forhold. Dette er væsentligt lavere end usmurt bronze-på-stål (0,3-0,5) og sammenligneligt med, men lidt højere end oliefilmsmøring (0,01-0,05). Friktionskoefficienten påvirkes af overfladens overfladefinish (glattere er bedre, Ra 0,4-0,8 µm er ideelt), kontakttryk, glidehastighed og driftstemperatur. I fugtige eller vandudsatte miljøer kan fugt forbedre grafittens smørende ydeevne og reducere friktionskoefficienterne yderligere.
Slidplader af grafitbronze tjener en bemærkelsesværdig bred vifte af industrier, netop fordi deres selvsmørende, højtemperatur- og højbelastningsevner løser problemer, som intet enkelt alternativt materiale kan løse så effektivt. Her er, hvordan de anvendes på tværs af vigtige industrisektorer:
Stålværker repræsenterer en af de største brugere af grafitbronzeslidplader globalt. Disse plader bruges som styreplader, glideplader og slidforinger på kontinuerlige støbemaskiner, valseværksstyre, pladeskubberovne og systemer til overføring af stålstykker. Kombinationen af høje driftstemperaturer (ofte 150-300°C), tunge belastninger fra stålstykker og -plader og umuligheden af at opretholde konventionel smøring i et varmt, kalkforurenet miljø gør selvsmørende bronze til det eneste levedygtige materiale. Pladerne monteres på justerbare styrerammer og udskiftes periodisk som en planlagt vedligeholdelsesdel, hvor deres slidhastighed tjener som en indikator for systemets justering og belastningsfordeling.
Kraftige stansepresser, smedningspresser og sprøjtestøbemaskiner bruger grafitbronzeslidplader som stempelsætstyreplader, pressestempelstyr og slidslidforinger. I matricesæt er pladerne monteret på styrestolper og styrebøsninger for at opretholde præcis justering mellem øvre og nedre matricer under højhastigheds- og højkraftstempecyklusser. Den selvsmørende egenskab er kritisk her, fordi forurening af prægede dele med olie eller fedt - hvilket ville forekomme med konventionel smøring - er uacceptabelt i bilindustrien, rumfart og elektronisk komponentfremstilling. Presseværktøjsstyreplader er typisk fremstillet med snævre dimensionelle tolerancer (±0,01–0,02 mm) for at opretholde matricejusteringsnøjagtigheden over millioner af pressecyklusser.
Broekspansionslejer, dæmningsportsføringer, sluseportløbere og hydroelektriske turbinetrykpuder bruger alle grafitbronzeslidplader til at optage langsomme, tunge glidende bevægelser uden vedligeholdelsesadgang. I brolejer tillader pladerne termisk ekspansion og sammentrækningsbevægelser af brodækket - typisk nogle få millimeter til centimeter om året - under belastninger på hundredvis af tons, med en designlevetid på 30-50 år uden eftersmøring. Kombinationen af CuSn12 eller aluminiumsbronze med grafitpropper giver den korrosionsbestandighed, der er nødvendig for udendørs og nedsænkede miljøer, og den lave friktionskoefficient, der er nødvendig for at forhindre, at for store vandrette kræfter overføres til brounderkonstruktionen under termisk bevægelse.
I fødevareforarbejdningsanlæg og farmaceutiske produktionsfaciliteter er smørekontaminering af produktet en kritisk sikkerheds- og lovmæssig bekymring. Transportørstyre, ovnkædeslæder, påfyldningsmaskinekomponenter og pakkeudstyrsglideplader drager alle fordel af slidplader af grafitbronze, som giver pålidelig smøring uden risiko for, at olie eller fedt vandrer ind i produktstrømmen. FDA-kompatible grafitkvaliteter er tilgængelige til direkte fødevarekontaktapplikationer. Den lette rengøring af bronzeoverflader letter også overholdelse af sanitære krav.
Glasformnings- og håndteringsudstyr fungerer ved ekstremt høje temperaturer, hvor konventionel smøring er fuldstændig ineffektiv. Slidplader af grafitbronze bruges som styreskinner, skubbeslæder og formbærere i maskiner til formning af glasbeholdere, flydeglaslinjer og transportsystemer til keramiske ovnmøbler. Ved temperaturer på 200-400°C opretholder grafitpropperne effektiv smøring, mens bronzematricen bevarer sin strukturelle integritet, hvilket gør det muligt for disse komponenter at overleve krævende termiske cyklusmiljøer, der ville ødelægge polymer- eller oliesmurte alternativer inden for få timer.

At forstå, hvordan slidplader af grafitbronze kan sammenlignes med konkurrerende materialer, hjælper ingeniører med at træffe det mest omkostningseffektive valg for hver applikation i stedet for at vælge et velkendt materiale af vane.
| Ejendom | Grafit bronze | PTFE-foret bronze | Olieimprægneret sintret bronze | Støbejern (usmurt) |
| Max driftstemp. | 300-400°C | 260°C | 80-120°C | 300°C (tør) |
| Belastningskapacitet | Meget høj (op til 100 MPa statisk) | Moderat (op til 30 MPa) | Moderat (op til 25 MPa) | Høj men skør |
| Friktionskoefficient (tør) | 0,05-0,15 | 0,04-0,12 | 0,05-0,10 (med olie) | 0,3-0,5 |
| Korrosionsbestandighed | God til fremragende | Godt | Moderat | Dårlig |
| Vedligeholdelse påkrævet | Ingen (selvsmørende) | Ingen | Periodisk efterolie | Regelmæssig smøring nødvendig |
| Slag-/chokmodstand | Godt | Moderat | Moderat | Lav (skørt brud) |
| relative omkostninger | Medium-Høj | Medium | Lav-medium | Lav |
Angivelse af en slidplade af grafitbronze korrekt kræver indsamling af nøjagtige data om driftsbetingelserne og oversættelse af disse data til et sæt materiale- og dimensionskrav. At fremskynde denne proces ved at vælge en "standard"-plade uden at kontrollere den faktiske PV-belastning og temperaturforhold er en almindelig årsag til for tidlig pladefejl.
Slidplader af grafitbronze er designet til at fungere vedligeholdelsesfrit i deres levetid, men korrekt installation og periodisk slidovervågning er afgørende for at få den maksimale levetid ud af hver plade og for at undgå uventede fejl.
Før du installerer nye plader, skal du grundigt rengøre og inspicere monteringsoverfladen (bagpladen eller huset) for at sikre, at den er flad, fri for grater og ren for gamle smøremiddelrester eller slidaffald. Eventuelle bølger eller høje pletter i monteringsfladen vil blive overført til slidpladen og skabe ujævn belastningsfordeling, hvilket accelererer lokalt slid. Monteringsskruer skal spændes til producentens specificerede moment i et krydsmønster for at sikre et jævnt klemtryk. Grafitpropper skal orienteres med deres lange akse vinkelret på glideretningen, hvor det er muligt, da dette maksimerer grafitkontaktområdet under overføringsfilmdannelsesprocessen.
Slidlevetiden for en grafitbronzeslidplade er begrænset og skal overvåges systematisk for at forhindre, at bronzematricen slides igennem til monteringsoverfladen, hvilket kan beskadige modfladen og forårsage pludseligt tab af justeringsnøjagtighed. De fleste plader er fremstillet med et specifikt slidgodtgørelse - typisk 3-6 mm brugbar slidtykkelse over grafitproppens dybde. Etabler et regelmæssigt inspektionsinterval, der passer til applikationens driftsintensitet, og mål pladetykkelsen eller noter den udragende højde af grafitpropperne over bronzeoverfladen. Når grafitpropperne flugter med eller forsænkes under bronzeoverfladen, har pladen nået slutningen af levetiden og skal udskiftes inden næste vedligeholdelsesinterval.
Unormalt hurtigt slid, ridser på bronzeoverfladen, udtværing af bronze på overfladen eller revner af grafitpropper er alle tegn på, at der er noget galt med driftsforholdene eller installationen. Almindelige årsager omfatter overbelastning ud over PV-klassificeringen, forurening af glidegrænsefladen med slibende partikler såsom slibesten eller sand, fejljustering, der forårsager kantbelastning på pladen, en for ru eller blød overflade eller forkert valg af legering til temperaturforholdene. Ved at undersøge og afhjælpe den grundlæggende årsag, før du installerer udskiftningsplader, undgår du at gentage den samme fejl og spilde omkostningerne til nye komponenter.

Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...

Den buede skyder af kobberlegering er lavet af højtydende tinbronze som basismateriale og støbes ...
Den kobberbaserede grafitpakning er lavet af højkvalitets kobber-zink-legering som basismateriale...

Kobber-stål bimetal trykplade er en højtydende komponent designet til krævende mekaniske applikat...
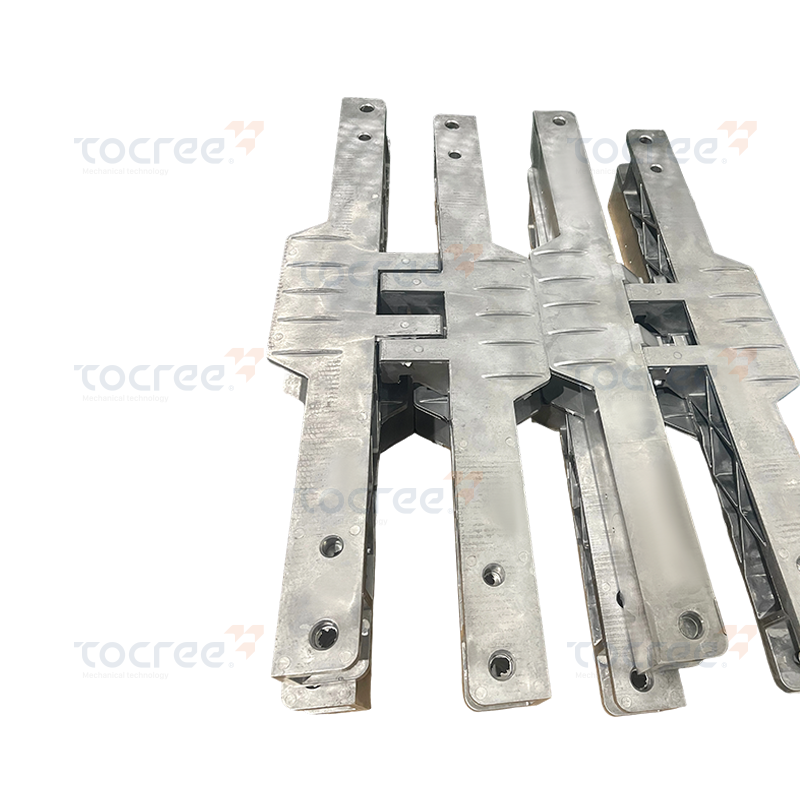
Denne aluminiumslegeringsramme er specielt designet til at opfylde køretøjets anvendelseskrav. De...

Denne kobberbøsning er præcist fremstillet af højkvalitets tinbronze som basismateriale. Det har ...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheder forbeholdes.
Tilpassede kobberlegeringer maskindele
