For spørgsmål og feedback fra kunder, vil vi svare tålmodigt og omhyggeligt.
Denne fastgørelsesblok af aluminiumslegering er lavet af 6063 aluminiumslegering som basismateria...
Når folk taler om mekaniske dele af aluminiumlegeret stål , refererer de normalt til præcisionsbearbejdede komponenter fremstillet af enten aluminiumslegeringer, legeret stål eller en kombination af begge inden for samme samling. Disse dele er rygraden i moderne mekaniske systemer - der findes i alt fra automotive drivlinjer og rumfartsrammer til industrielt maskineri, robotteknologi og forbrugerelektronik. Udtrykket dækker over en bred familie af komponenter, herunder beslag, huse, aksler, tandhjul, flanger, fastgørelseselementer og strukturelle rammer, alle fremstillet af konstruerede metallegeringer udvalgt for deres specifikke mekaniske egenskaber.
Aluminiumslegeringer er metalliske materialer, hvor aluminium er det primære element, kombineret med kobber, magnesium, silicium, zink eller mangan for at øge styrke, hårdhed eller korrosionsbestandighed. Legeret stål er på den anden side jernbaserede materialer med bevidste tilsætninger af krom, nikkel, molybdæn eller vanadium for at forbedre sejhed, slidstyrke eller hærdbarhed ud over, hvad kulstofstål alene kan tilbyde. At forstå, hvilket materiale der hører hjemme i hvilken del af en mekanisk samling, er udgangspunktet for enhver vellykket ingeniør- eller indkøbsbeslutning.
At vælge mellem aluminiumslegering og legeret stål til en mekanisk del er ikke blot et spørgsmål om at vælge det stærkere materiale. Det kræver afbalancering af vægt, styrke, bearbejdelighed, omkostninger og de specifikke krav til driftsmiljøet. De to materialefamilier adskiller sig væsentligt på tværs af hver af disse dimensioner.
| Ejendom | Aluminiumslegering | Legeret stål |
| Tæthed | ~2,7 g/cm³ (letvægt) | ~7,8 g/cm³ (tung) |
| Trækstyrke | 200-700 MPa | 500-1900 MPa |
| Korrosionsbestandighed | Fremragende (naturligt oxidlag) | Moderat (kræver belægning) |
| Bearbejdelighed | Meget let, hurtige skærehastigheder | Moderat til svært |
| Termisk ledningsevne | Høj (~160 W/m·K) | Lav (~30-50 W/m·K) |
| Slidstyrke | Lavere (kan forbedres ved anodisering) | Høj (især hærdede kvaliteter) |
| relative omkostninger | Højere råvareomkostninger | Generelt lavere pr. kg |
I praksis dominerer aluminiumslegeringsdele overalt, hvor vægtbesparelser er en prioritet - rumfartskonstruktioner, automotive ophængskomponenter, cykelrammer og transportable udstyrskabinetter. Legerede ståldele tager over, hvor høj bæreevne, udmattelsesstyrke eller overfladehårdhed ikke er til forhandling - gearkasser, krumtapaksler, kraftige fastgørelsesanordninger og skærende værktøjer er klassiske eksempler.
Ikke alle aluminiumslegeringer og legeret stål er skabt lige. Inden for hver familie formuleres specifikke karakterer for specifikke mekaniske roller, og angivelse af den forkerte karakter er en af de mest almindelige og omkostningsfulde fejl ved indkøb af reservedele.
Bearbejdningsadfærden af aluminiumlegeringer og legeret stål er fundamentalt anderledes, og forståelsen af dette hul hjælper både ingeniører med at designe dele og købere med at vurdere tilbud. Bearbejdningsomkostninger, gennemløbstider og opnåelige tolerancer afhænger i høj grad af det pågældende materiale.
Aluminium er et af de mest bearbejdelige metaller, der findes. CNC-fræsning og drejning af aluminiumslegeringer kan køre med skærehastigheder 3 til 5 gange hurtigere end stål, hvilket drastisk reducerer cyklustider og værktøjsslid. Værktøj af hårdmetal eller højhastighedsstål (HSS) fungerer begge godt. De største udfordringer ved aluminiums-bearbejdning er opbygget kant (BUE) - hvor blødt aluminium klæber til skæreværktøjet - og materialets tendens til at producere lange, snorlige spåner, der kan filtre sig ind i maskinen. Værktøj med høj skråvinkel, polerede riller og tilstrækkelig kølevæskestrøm er standardløsningerne. Snævre tolerancer ned til ±0,01 mm er rutinemæssigt opnåelige på velholdt CNC-udstyr.
Legeret stål er betydeligt sværere at bearbejde, især under varmebehandlede eller hærdede forhold. Skærehastigheder skal reduceres, hårdmetalværktøj er i det væsentlige obligatorisk for produktionsvolumener, og værktøjets levetid er dramatisk kortere end med aluminium. Hårdere kvaliteter som D2 værktøjsstål kræver ofte slibning eller EDM (elektrisk udladningsbearbejdning) frem for konventionel skæring. Fordelen er, at legeret stål holder snævrere tolerancer mere forudsigeligt under skærekræfter end aluminium, og de færdige overflader er mindre tilbøjelige til at skære på skarpe kanter. For store ståldele er optimering af skæreparametre, værktøjsgeometri og kølevæskestrategi afgørende for at holde omkostningerne pr. del under kontrol.

Råbearbejdede aluminiumlegerings- og ståldele bruges sjældent uden en form for overfladebehandling. Den rigtige behandling kan dramatisk forlænge levetiden, forbedre korrosionsbestandigheden, reducere friktionen og forbedre udseendet - alt sammen uden at ændre delens kernegeometri.
Selv de bedst specificerede og bedst fremstillede mekaniske dele af aluminiumlegering og legeret stål vil i sidste ende blive slidt, korroderet eller træt, hvis de ikke vedligeholdes ordentligt. En struktureret vedligeholdelsestilgang forlænger levetiden, reducerer uplanlagt nedetid og giver tidlig advarsel om forestående fejl.
Undersøg regelmæssigt bærende og slid-udsatte dele for synlige tegn på nedbrydning: overfladegruber eller hvide pulveragtige aflejringer på aluminiumsdele indikerer korrosion; ruststriber eller afskalning på ståldele signalerer sammenbrud i belægningen. Dimensionskontrol af kritiske egenskaber - akseldiametre, boringsdimensioner, gevindindgrebslængder - bør udføres med planlagte intervaller ved hjælp af kalibrerede målere. Enhver måling, der falder uden for den oprindelige designtolerance, er grund til udskiftning, ikke kun observation.
Glidende og roterende dele af legeret stål kræver ensartet smøring for at minimere klæbende og slibende slid. Den korrekte smøremiddeltype (fedt, olie eller tør film) og gensmøringsinterval skal følge OEM's specifikationer - brug af den forkerte viskositet eller oversmøring af forseglede lejer er begge almindelige vedligeholdelsesfejl, der fremskynder slid snarere end at forhindre det. For aluminiumsdele, der kører mod stål, skal galvanisk og tribologisk kompatibilitet tages i betragtning; aluminium-på-stål glidekontakter drager ofte fordel af PTFE eller molybdændisulfid (MoS₂)-baserede tørfilmsmøremidler frem for konventionel olie.
High-cycle træthed er en lydløs fejltilstand i både aluminiumslegeringer og legerede ståldele, der udsættes for gentagne belastninger. Revner starter ved spændingskoncentrationer - huller, kilespor, skarpe hjørner, overfladeridser - og forplanter sig med hver belastningscyklus, indtil der opstår pludseligt brud. Ikke-destruktive testmetoder (NDT) inklusive dye penetrant inspection (DPI) til aluminium og magnetisk partikelinspektion (MPI) for stål kan detektere overfladerevner, før de når kritisk længde. For sikkerhedskritiske dele i rumfart, bilindustrien eller tunge maskiner skal NDT inkorporeres i planlagte eftersynsprocedurer med intervaller defineret af komponentens træthedslevetid.

Denne fastgørelsesblok af aluminiumslegering er lavet af 6063 aluminiumslegering som basismateria...

Materiale struktur: Støbt aluminium messing CuZn25Al6Fe3Mn3, med grafit indsats. Appl...
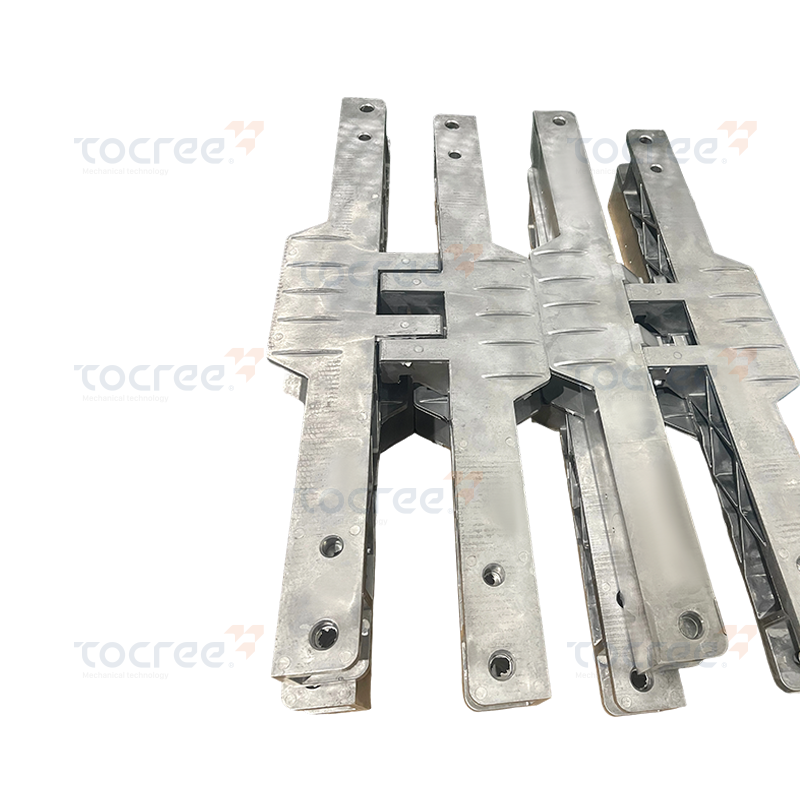
Denne aluminiumslegeringsramme er specielt designet til at opfylde køretøjets anvendelseskrav. De...

Kobberlegeringsturbiner er uundværlige komponenter i moderne mekaniske og energisystemer. De matc...

Denne højtydende enkeltflangemuffe af messing er specielt designet til store industrielle lejer, ...
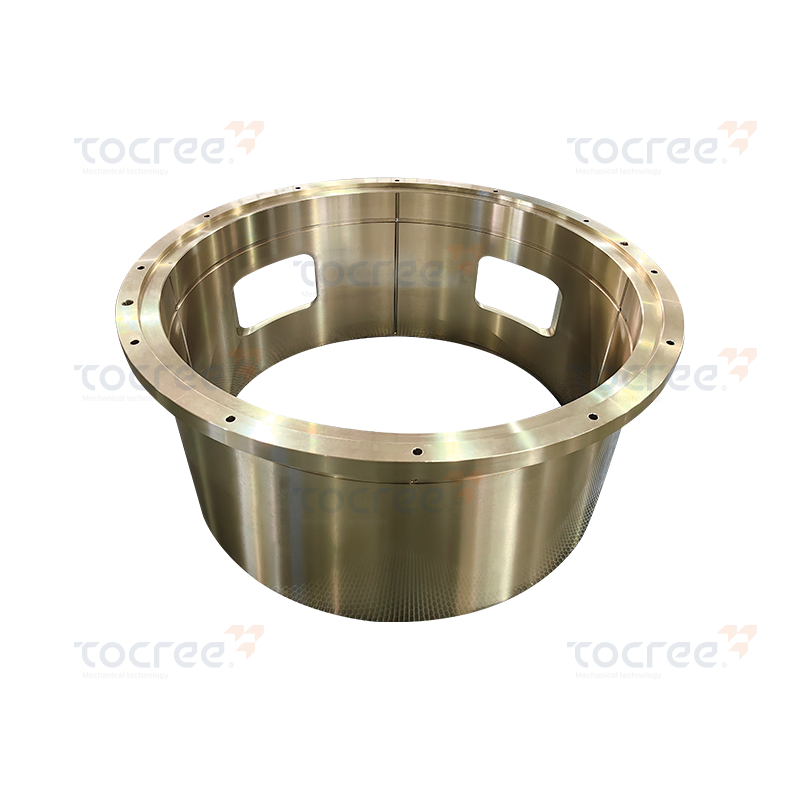
Den enkeltsidede flange kobberbøsning er en højtydende akselbøsning af messinglegering med fremra...
Copyright © 2025 Jiashan Tocree Machinery Co., Ltd. Alle rettigheder forbeholdes.
Tilpassede kobberlegeringer maskindele
